






 Pbt riciclato: caratteristiche tecniche e impieghi
Pbt riciclato: caratteristiche tecniche e impieghiDove e come utilizzare un macinato di PBTdi Marco ArezioIl PBT riciclato si trova normalmente sotto forma di macinato di derivazione post industriale, specialmente proveniente dalle produzioni alimentari o dagli elettrodomestici o dalle macchine con componenti elettrici. La sua struttura chimica e le sue caratteristiche hanno una somiglianza con il PET, in quanto sono entrambi materiali termoplastici parzialmente cristallini ma, nel PBT, troviamo un tempo di cristallizzazione più veloce che lo pone in una situazione vantaggiosa nello stampaggio a iniezione rispetto al PET. Se consideriamo un PBT di base, quindi senza cariche aggiunte, abbiamo le seguenti caratteristiche standard: – Densità: g/c3 1,30-1,32 – Modulo di elasticità: Mpa 2.500-2.800 – Allungamento allo snervamento: % 3,5-7 – Temperatura di fusione: °C 220-225 – Temperatura di deformazione HDT: °C 50-65 (1,8 MPa – Rigidità elettrica: kV/mm 25-30 L’utilizzo del PBT è normalmente rivolto allo stampaggio per iniezione, utilizzando una temperatura della massa fusa tra i 230 e i 270 °C e dello stampo, definita ideale, intorno a 110 °C. Per unire pezzi stampati con questo materiale si utilizzano normalmente le saldature ad ultrasuoni o usi utilizza la temperatura di un attrezzo a testa calda o speciali colle a base di resine reattive. Essendo il PBT un prodotto comparabile con il PET vediamo quali caratteristiche lo differenziano da questo. Innanzitutto il PBT ha una tenacità alle basse temperature migliore del PET, mentre la resistenza e la rigidità sono leggermente inferiori. Se parliamo delle caratteristiche di scorrimento e di ritiro, possiamo dire che nel PBT sono decisamente buone, mentre dal punto di vista delle caratteristiche di isolamento elettrico, il prodotto offre un ottimo isolamento, le cui caratteristiche non subiscono marcate influenze in presenza di assorbimento di acqua, di alte temperatura e di frequenza. I campi di utilizzo sono normalmente quelli dei componenti per valvole, cuscinetti a rulli o lisci, parti di pompe, parti di elettrodomestici, ruote, macchine per il caffè e cialde. Per quanto riguarda il prodotto riciclato è molto importante che nella fase di gestione dello scarto, a bordo macchina, il prodotto venga raccolto in appositi contenitori, puliti, che non abbiano contenuto plastiche diverse e isolato dalle altre materie di scarto per evitarne la contaminazione. La macinazione dello scarto di rifili o del prodotto non idoneo, dal punto di vista estetico, deve essere fatta avendo cura di pulire in maniera accurata il mulino, in modo che non ci siano parti plastiche estranee rimaste al suo interno che possano inquinare il PBT. Dopo aver insaccato il materiale macinato, si raccomanda di tenerlo al coperto e di utilizzarlo dopo averlo asciugato, attraverso il passaggio in un silo pulito, per togliere l’eventuale umidità rimanente. Il macinato in PBT può essere utilizzato sia in stampaggio diretto che in compound, al fine di creare ricette su misura del cliente. Queste ricette possono prevedere l’aumento dello scorrimento della massa, l’antifiamma, l’aumento della rigidità attraverso le cariche o i prodotti rinforzanti, l’incremento della resilienza o l’aumento alla resistenza all’usura.Categoria: notizie - tecnica - plastica - riciclo - PBT - macinato
SCOPRI DI PIU'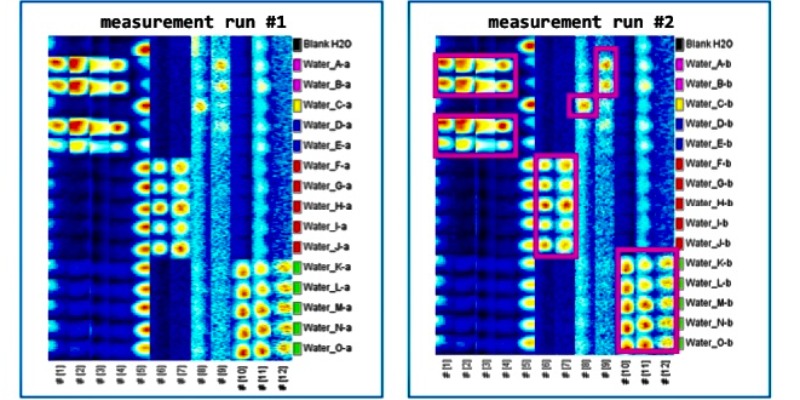 Le Bottiglie in Plastica Possono Cedere Sostanze all’Acqua Contenuta?
Le Bottiglie in Plastica Possono Cedere Sostanze all’Acqua Contenuta?Scopriamolo verificando l’acqua contenuta in una bottiglia di PET utilizzando il naso elettronicodi Marco Arezio Il packaging delle bibite e dell’acqua minerale è passata, nel giro di pochi anni, dalle bottiglie di vetro a quelle di plastica per una serie di importanti di fattori che hanno fatto di questo sistema di imbottigliamento il più usato in assoluto al mondo. Intorno alle bottiglie di plastica, in particolar modo al suo materiale primario, il PET, si sono sviluppate campagne di sostegno e campagne di denigrazione tra le più aspre, giocate tra i produttori di bibite, i produttori di materie prime, la distribuzione e il cittadino. I temi fortemente discussi sono ambientali, da una parte, rivendicando una sorta di patente di inquinatori da parte dell’opinione pubblica verso i produttori di bottiglie in PET, a causa della massiccia presenza nei mari dei prodotti usa e getta. E’ ovvio a tutti che i produttori di bottiglie in plastica non hanno nessuna parte a questo disastro ambientale che è da attribuire al consumatore finale, che non si preoccupa di conferire la bottiglia vuota a centri di riciclo o a provvedere al suo riutilizzo. Dall’altra parte i produttori di bibite hanno identificato nella bottiglia in plastica, tra l’altro, oggi, costituita da una parte di materiale riciclato, un grande vantaggio in termini di costi di produzione, di risparmio sulla logistica e di un impatto ambientale, in fase di produzione, minore rispetto ad altri materiali per il packaging. Ma c’è un’altra questione da considerare, e cioè il rapporto tra la bottiglia in plastica e il suo contenuto, l’acqua per esempio, rapporto che è un matrimonio solidale finché l’acqua non viene utilizzata dal consumatore. Durante la permanenza dell’acqua nelle bottiglie di plastica, tra il momento dell’imbottigliamento e il momento del suo consumo, la bottiglia può ricevere gli effetti della luce, dell’irraggiamento solare e dell’aumento delle temperature della plastica sotto l’effetto del sole. Ogni modifica delle condizioni standard della plastica, caldo, freddo, luce, tempo di vita della bottiglia, che possono modificare la struttura della plastica, potrebbero essere condivisibile con l’acqua contenuta che il consumatore di beve. Come facciamo a sapere se elementi volatili che nascono a seguito delle possibili mutazioni della plastica si trasmettano o meno nell’acqua? Non assaggiandola, in quanto alcune sostanze che potrebbero essere cedute possono essere insapori, non guardandola controluce, perché alcune sostanze potrebbero essere non visibili ad occhio nudo. Oggi abbiamo a disposizione uno strumento di laboratorio di piccole dimensioni ma efficacissimo, chiamato naso elettronico, che analizza in modo scientifico gli elementi volatili dei materiali. Attraverso la campionatura di porzioni di acqua contenute in varie bottiglie in plastica si inseriscono le provette nel naso elettronico e, in modo automatico, si riscaldano i campioni creando delle parti volatili che vengono intercettate da un gascromatografo (GC), che dialoga con uno spettrometro a mobilità ionica (IMS), i quali ci restituiscono un esame tridimensionale delle parti volatili contenute nell’acqua andando ad indentificare esattamente la quantità e la tipologia chimica dei composti contenuti. Cosa beviamo dunque? Acqua o altro? Ce lo dirà il naso elettronico.Categoria: notizie - tecnica - plastica - riciclo - PET - packaging - bottiglie
SCOPRI DI PIU' Coltelli per Macinatori in Acciaio e Carburo di Tungsteno per Materiali da Riciclo
Coltelli per Macinatori in Acciaio e Carburo di Tungsteno per Materiali da RicicloColtelli per Macinatori in Acciaio e Carburo di Tungsteno per Materiali da Riciclodi Marco ArezioGli strumenti di taglio in acciaio a disposizione degli impianti di macinazione per i materiali da riciclo, sono soggetti ad una notevole usura in virtù del loro impiego e, tanto maggiore sarà l’abrasività dei materiali da ridurre di dimensioni, tanto maggiore sarà la loro usura e tanto minore sarà il tempo necessario al loro consumo. Tutto questo si traduce in costi. Infatti, un’usura veloce dei coltelli di taglio comporta frequenti fermi della macchina per la loro sostituzione, con una perdita della produzione giornaliera, che non si compensa con l’utilizzo di coltelli più economici e meno performanti. Inoltre, quando inizia l’usura dell’acciaio, aumentano, generalmente, le vibrazioni della macchina, la polvere per un’imperfezione di taglio e un consumo maggiore di energia elettrica in quanto la macchina impiega più tempo per svolgere il lavoro. C’è poi da considerare che i materiali da frantumare hanno durezze diverse e che per questo la scelta della composizione dei coltelli deve tener conto di questo importante fattore. A volte non è sufficiente scegliere tipologie di acciaio con durezza differente, ma occorre impiegare coltelli che abbiano degli inserti con materiali estremamente tenaci come il carburo di tungsteno. Ma cos’è il carburo di tungsteno e perché è così efficace nei coltelli dei macinatori? Il carburo di tungsteno si prepara principalmente tramite carburizzazione, facendo reagire tungsteno metallico con nerofumo o grafite a 1400–2000 °C, in atmosfera di idrogeno o sotto vuoto. Si presenta come una polvere di colore grigio con lucentezza metallica, praticamente insolubile in acqua e in acidi diluiti, ma solubile in miscele di acido nitrico e acido fluoridrico. In soluzione acquosa viene ossidato facilmente dal perossido di idrogeno Il carburo di tungsteno ha un punto di fusione di 2 785 °C quindi è un materiale estremamente duro, situandosi a circa 9 nella Scala di Mohs e a circa 2600 nella Scala Vickers. Ha un modulo di Young di circa 700 GPa, un modulo di compressibilità di 630–655 GPa[3] e un modulo di taglio di 274 GPa. Per usi pratici lo si unisce a metalli di transizione, principalmente cobalto o nichel lavorandolo a partire da polveri, con tecniche di sinterizzazione a temperature intorno ai 1200–1500 ºC. Il composto che ne deriva è un materiale ceramico-metallico denominato carburo cementato, metallo duro o widia. Per ottenere del metallo duro possono essere aggiunti anche altri elementi come cromo o tantalio, allo scopo di evitare la crescita dei grani di carburo, fungendo da inibitori. Le polveri di carburo di tungsteno e del metallo subiscono tre passaggi: • Macinazione, per mescolare tra di loro polveri di diversa qualità e creare una miscela omogenea di polveri. • Riscaldamento a 100 °C con aggiunta di legante (cobalto) per formare una massa solida grazie all'unione dei granelli. • Sinterizzazione tra 1200 e 1600 °C, per consentire al cobalto di fondere, saldare i grani ed eliminare le porosità. Nel caso degli utensili da taglio destinati agli impianti di macinazione dei rifiuti riciclabili, questi hanno una grande tenacità e durevolezza che permettono un risparmio generale dei costi di macinazione, anche se i coltelli costino di più rispetto ai comuni coltelli in acciaio, ma permettono anche di ottenere un prodotto tagliato in modo uniforme senza sbavature o polveri eccessive. I coltelli in metallo e carburo di tungsteno sono indicati per i seguenti materiali tenaci:• PET • Plastiche caricate con fibra • Plastiche caricate con cariche minerali • Raffia • Polietilene da serra o proveniente dalla campagna • Rifiuti elettronici • Pneumatici • LegnoCategoria: notizie - tecnica - acciaio - riciclo - coltelli - macinazione Vedi maggiori informazioni sul riciclo
SCOPRI DI PIU' Granulo in Plastica Riciclata da Post Consumo con Certificazione dell’Odore
Granulo in Plastica Riciclata da Post Consumo con Certificazione dell’OdoreI Prodotti in Plastica Riciclata Puzzano? Si, No, Forse, un Po', Ogni Tanto, Spesso…in questo campo vige l’incertezzadi Marco ArezioLa plastica riciclata da post consumo sta entrando in modo sempre più nelle produzioni degli oggetti che quotidianamente utilizziamo e che troviamo sugli scaffali dei negozi, nelle catene distributive di mobili od oggetti per la casa, negli interni delle nostre auto e in molti prodotti che maneggiamo ogni giorno. Non sempre l’uso della plastica da post consumo è stata una scelta volontaria da parte dei produttori di articoli in plastica, in quanto la sua provenienza dalla raccolta differenziata, porta con sé delle problematiche odorose che, se non gestite bene, possono compromettere i prodotti finali creando fastidi ai clienti. Ma la necessità impellente di riutilizzare la quantità più alta possibile di plastica riciclata nelle produzioni di articoli, al fine di ridurre i rifiuti, ha imposto un nuovo modo di vedere le miscele per fare i prodotti plastici. Le grandi catene distributive di articoli per la casa, per esempio, si sono indirizzati alla produzione dei loro articoli con una percentuale di plastica riciclata da post consumo, ma impongono che la materia prima non porti con sé odori molesti. La verifica dell’accettabilità o meno della materia prima viene fatta, normalmente con un sistema di tests compiuti da persone che mettono a diposizione il loro naso per avvallare gli acquisti della materia prima e la messa in commercio dei prodotti. Normalmente sono valutazioni empiriche, soggettive e personali che lasciano ampi spazi di discussione su ciò che è un odore molesto e quello che può essere una fragranza. Tra il produttore di materia prima e il distributore di prodotti per la casa vige una costante incertezza tra cosa sarà vendibile in termini di materia prima e cosa sarà acquistabile dal cliente finale se l’odore dovesse essere percepito in modo diverso rispetto ai testers. E’ necessario, quindi, stabilire in modo scientifico ed analitico i gradienti degli odori e la loro provenienza chimica per stabilire, tra le parti, un range che tuteli sia la produzione ma anche la vendita finale dei prodotti per la casa. Oggi la tecnologia ci viene incontro attraverso una macchina da laboratorio che intercetta, in modo analitico, le sostanze odorose dei campioni liquidi, solidi o in polvere, restituendo una valutazione esatta dei componenti chimici presenti e delle loro quantità, confrontati con un archivio di 80.000 sostanze odorose. Il sistema di controllo è utile al produttore di materia prima, non solo alla fine del processo, attraverso l’analisi tecnica dei livelli odorosi dei granuli plastici che andrà a vendere, ma sarà molto utile anche per analizzare la materia prima d’ingresso, per classificare in modo esatto il suo comportamento nelle successive ricette. Il conoscere in modo certo l’apporto odoroso del rifiuto o del semilavorato in entrata, permette di gestire in modo più semplice le ricette che porteranno alla produzione di un granulo con i gradienti odorosi stabiliti. L’utilità della macchina è tangibile anche per chi acquista la materia prima e la trasforma in prodotti finali, in quanto ha la certezza di immettere nel circuito un granulo certificato dal punto dell’odore e può realizzare un controllo di qualità, dal punto di vista dell’impatto odoroso, sui prodotti che andrà a proporre al pubblico. Categoria: notizie - tecnica - plastica - riciclo - post consumo - certificazione odoriVedi maggiori informazioni sul riciclo
SCOPRI DI PIU' I Polimeri Riciclati nei Composti WPC Plastica - Legno
I Polimeri Riciclati nei Composti WPC Plastica - LegnoLa componente di resina polimerica proveniente dalla raccolta differenziata per i prodotti in WPC plastica - legnodi Marco ArezioIl WPC, caratterizzato come un composto legno-polimero, nasce in Italia negli anni ‘60 del secolo scorso ad opera dei fratelli Covema che iniziarono la sperimentazione di miscele fatte con fibra o farina di legno con polimeri e additivi. Oggi la produzione di WPC è una realtà mondiale e l’uso dei pavimenti e dei rivestimenti, non solo nel settore edile, ha raggiunto un apprezzabile mercato in virtù delle doti espresse da questo composto. La produzione avviene, nella maggior parte dei casi, attraverso l’estrusione dei materiali selezionati in impianti che possono utilizzare monoviti o biviti con profili differenti. Il vantaggio dell’utilizzo degli estrusori bivite è espresso dalla maggiore capacità dell’impianto di lavorazione della massa in termini di miscelazione ed uniformità di lavorazione del materiale senza degradarlo. Le ricette che compongono il futuro elemento in WPC dipendono fortemente dalla macchina che si utilizza per l’estrusione (o lo stampaggio), dalla finitura del materiale che si vuole ottenere e dalle caratteristiche di durabilità ed impermeabilità del prodotto in funzione della sua collocazione finale. In linea generale si può dire che la quota in percentuale dei composti legnosi può variare dal 40 al 60% della ricetta e che i componenti polimerici, considerando un 5% medio come gli additivi come i coloranti, gli agenti di accoppiamento, gli stabilizzanti UV, gli agenti espandenti, gli agenti schiumogeni e i lubrificanti, pesano per la parte rimanente. La maggior parte della produzione mondiale di WPC utilizza il polietilene come legante polimerico in virtù della compatibilità nelle temperature di fusione delle due masse che compongono la miscela e per la facile reperibilità di materia prima riciclata sul mercato. Il polietilene riciclato utilizzato può essere in HDPE o in LDPE, vediamo le differenze: • L’HDPE è uno scarto che proviene dalla raccolta differenziata sotto forma di flaconi per il detersivo, shampoo, creme, bottiglie del latte e altri imballi di largo consumo che vengono raccolti dalle nostre case, selezionati in impianti automatici che ne leggono la natura chimica (densità del materiale), macinati in scaglie piccole, lavati in impianti industriali, selezionati per colore, se necessario, attraverso macchine a lettura ottica e successivamente estrusi per creare una materia prima sotto forma di granulo. L’HDPE è un prodotto stabile, pulito, monocomponente con solo piccole tracce di PP all’interno (tappi), prestandosi egregiamente all’azione di estrusione tipica del WPC. Si trova in abbondanza sul mercato in quei paesi in cui la raccolta differenziata è efficiente. • L’LDPE è uno scarto che proviene dalla raccolta differenziata dei film plastici che provengono dai rifiuti domestici ed industriali che per loro natura di utilizzo sono meno selezionabili, in termini di mono-plastiche rispetto all’HDPE. Possono essere di diversa provenienza e quindi di diversa qualità: Film agricolo viene raccolto normalmente con una certa percentuale di residui sabbiosi che devono essere eliminati, non sempre totalmente però, attraverso un accurato lavaggio. Il film, durante la sua vita subisce una degradazione dal sole che è da considerare quando si scelgono gli additivi della ricetta del WPC che dovranno compensare questo deficit. Film industriale o di primo uso sono quei materiali che vengono raccolti dagli scarti degli imballi delle aziende o dalle catene distributive e che rappresentano normalmente films puliti mai riciclati. La qualità di questo rifiuto è tra le migliori da utilizzare per il riciclo. Film derivante dalla raccolta differenziata che hanno contenuto rifiuti organici o altri contaminanti sia solidi che oleosi, il cui riciclo meccanico riduce in modo importante i componenti diversi dall’LDPE, ma non riesce ad eliminare completamente queste sostanze. • Il Polipropilene e un materiale che può derivare dalla raccolta differenziata sotto forma di scarti rigidi o sotto forma di film da imballo. La selezione meccanica restituisce una materia prima di buon livello che può presentare anche una certa percentuale di PE all’interno. Il PP è un materiale economico e duttile nella produzione del WPC. • Il PVC sotto forma di scarto può derivare dalla filiera industriale, quindi come scarto di lavorazione primaria sia sotto forma di raccolta differenziata come lo scarto di tubi, profili finestre, imballi, tessere e alto materiale da selezionare. Lo scarto post industriale è sicuramente il migliore in termini di pulizia da inquinanti e resa finale ma ha un costo elevato e una quantità reperibile sul mercato limitata. Il vantaggio dell’uso del PVC come legante polimerico è la stabilità dimensionale dei pezzi prodotti e la levigabilità. La funzione dei polimeri riciclati e degli additivi di protezione all’interno della miscela di legno creano numerosi vantaggi al prodotto finale.ImpermeabilitàImputrescenzaResistente ai raggi U.V.+Ottima lavorabilità a freddoBuona resistenza a flessioneOttimo mantenimento del coloreRiciclabilità nel settore del WPCResistenza all’azione corrosiva dell’acqua marinaAssenza di manutenzione superficialeCategoria: notizie - tecnica - plastica - riciclo - WPC - legno Maggiori informazioni sui polimeri
SCOPRI DI PIU' Pirolisi di Rifiuti Solidi: Aspetti Tecnologici di Processo
Pirolisi di Rifiuti Solidi: Aspetti Tecnologici di ProcessoGassificazione e pirolisi. Tecnologie innovative per la valorizzazione energetica dei rifiutidi Marco ArezioIl costo economico della produzione di energia da combustibili fossili ha ormai raggiunto valori insostenibili rendendo necessaria la ricerca di nuovi combustibili e la messa a punto di alternative di processo e tecnologiche realmente sostenibili. Tra i “nuovi” combustibili che, previo pre-trattamento e/o trasformazione, possono integrare quelli tradizionali vi sono diverse categorie di rifiuti di varia origine (urbana o industriale). Lo sviluppo di processi in tale direzione nasce dall’esigenza di coniugare una produzione energetica più sostenibile con la necessità di una gestione dei rifiuti più efficiente. Gli obiettivi della ricerca applicata attuale Negli ultimi anni si è fatta sempre più forte la ricerca verso nuove soluzioni tecnologiche che, utilizzando vari processi, anche in combinazione tra loro, mirano a garantire un’efficiente trasformazione dei rifiuti promuovendo nel contempo il massimo recupero di materia ed energia e la massima riduzione delle emissioni gassose, liquide e solide. La gestione dei rifiuti eco-sostenibile La valorizzazione dei rifiuti come materia di base per produrre combustibili pregiati, quali il metanolo e l’idrogeno, è obiettivo della ricerca applicata in tutti i Paesi più industrializzati. L’utilizzo dei rifiuti non come combustibili “tal quali” ma come materia da trasformare in prodotti di maggiore qualità o pregio consente di risalire i gradini della “piramide dell’ecosostenibilità”. La spinta verso un’economia energetica basata sulla conversione di combustibili gassosi o al più liquidi (metano, idrocarburi leggeri, oli) e dell’idrogeno è legata alla possibilità di realizzare, grazie ad essi, una combustione più pulita e più efficiente. La trasformazione dei rifiuti in tali combustibili è possibile grazie a processi di natura termochimica quali quelli di pirolisi e gassificazione, che inducono una variazione della struttura chimica della materia tramite l’azione del calore. Non si tratta quindi di effettuare processi di “selezione e pre-trattamento” come la produzione di combustibili solidi come il CDR ma di realizzare veri e propri processi chimici dei quali va accuratamente valutata l’affidabilità, l’efficienza ed il costo. I processi termochimici Pirolisi: in cui ha luogo una degradazione termica del materiale in totale assenza di aria/ossigeno attraverso l’apporto diretto o indiretto di calore. Il potere calorifico dei prodotti ottenuti è pertanto elevatissimo. Gassificazione: in cui avviene una un’ossidazione parziale dei rifiuti in un ambiente in difetto di ossigeno. I prodotti finali non sono completamente ossidati e posseggono pertanto un potere calorifico minore del rifiuto di partenza. Combustione: in cui si realizza la ossidazione completa della frazione organica del rifiuto/combustibile, in presenza di un adeguato eccesso di ossigeno e con il risultato di ottenere prodotti completamente ossidati privi di potere calorifico. La produzione di energia “Realizza l’ossidazione totale e molto veloce della frazione combustibile alimentata, in presenza di un eccesso di aria che è tanto maggiore quanto più difficile il contatto comburente-combustibile. La reazione è esotermica è quindi accompagnata da uno sviluppo di calore che dipende dal potere calorifico inferiore (PCI) del combustibile e dall’efficienza di combustione.” Processi termochimici alternativi alla combustione: Pirolisi E’ un processo che si svolge in assenza di ossigeno ed a temperature superiori ai 400°C, raggiunte attraverso l’apporto diretto o indiretto di calore, durante il quale ha luogo esclusivamente una degradazione termica del materiale organico, eventualmente supportata dall’azione di catalizzatori. I prodotti principali del processo sono gas combustibili di pirolisi, liquidi organici ed un residuo solido, non vetrificato, contenente il char e la frazione inorganica dei rifiuti. La pirolisi dei rifiuti plastici La composizione dei prodotti di pirolisi è estremamente variabile con la temperatura di processo e con la presenza di catalizzatori quali i metalli di transizione e i materiali contenenti siti acidi quali i silico-alluminati, le zeoliti, le argille. I catalizzatori possono, così come l’aumento di temperatura, favorire la deidrogenazione, ovvero la perdita di idrogeno intramolecolare dalla catena polimerica con conseguente aumento del grado di insaturazione dei radicali ottenuti. La deidrogenazione si accompagna inevitabilmente con la elevata produzione di composti insaturi ed aromatici (benzene, toluene, xilene, ecc.) e solidi carboniosi amorfi o cristallini (grafite, micro e nano-fibre). La possibilità di rompere i legami molecolari dei polimeri tramite l’azione del calore (termolisi) o tramite attacco chimico (solvolisi) ha aperto la strada all’utilizzo del prodotto di decomposizione come feedstock per l’industria petrolchimica (feedstock recycling). La pirolisi di biomasse La pirolisi delle biomasse può essere differenziata in base al tempo di residenza: un elevato tempo di residenza porta alla produzione di charcoal; un basso tempo di residenza porta alla formazione di liquidi con rese elevate. La produzione di bio oli (come normalmente vengono chiamati i liquidi della pirolisi delle biomasse) avviene a temperature moderate ovvero al di sotto di 600°C. Pirolisi al plasma di rifiuti pericolosi La pirolisi al plasma avviene a temperature elevatissime (circa 20,000°C) grazie all’azione dell’arco elettrico che si forma tra due elettrodi. L’energia dell’arco è talmente elevata che il gas presente tra gli elettrodi ionizza. Su questo principio si basa il processo di “destrutturazione” di un piro-lizzatore al plasma. Infatti in questo impianto l’arco viene ad essere generato all’interno di una camera dove l’intenso calore generato dall’arco degrada le molecole organiche più resistenti (oli, vernici, solventi) fino ad ottenere i singoli atomi (plasma). In un processo successivo gli atomi si ricombinano per formare composti non pericolosi gassosi (anidride carbonica ed acqua prodotta dall’ossidazione in un letto di materiale ceramico) o solidi. Questi ultimi sono totalmente vetrificati ed inglobano i metalli che risultano non più lisciviabili: sono quindi riutilizzabili come materiale da costruzione. Gli elettrodi utilizzati sono in carbonio e vengono continuamente inseriti senza dover fermare il processo per la manutenzione. Pirolisi di rifiuti solidi urbani Il rifiuto eterogeneo è composto da diverse categorie merceologiche combustibili che però, con un processo di estrema schematizzazione, sono riconducibili a polimeri (plastiche, gomme, resine) e biomasse (carta, cartone, legno, frazione organica, tessili). Tecnologie di pirolisi L’applicazione della pirolisi dei rifiuti urbani è in Europa in uno stadio ancora da sviluppare e non ha quindi raggiunto la maturità commerciale anche se la spinta ad ottemperare a quanto stabilito dal protocollo di Kyoto ha fatto nascere molti progetti dimostrativi. Se l’utilizzo della pirolisi come processo per la produzione di chemicals è ancora molto limitato, la pirolisi intesa come stadio preliminare ad un successivo stadio di combustione o gassificazione è già applicata su grande scala. Fra i processi più interessanti che utilizzano la pirolisi come processo di trasformazione di vari rifiuti (plastiche miste, residui delle demolizioni di automobili, rifiuti elettronici, rifiuti solidi urbani e speciali) possiamo indicare quelli realizzati da WasteGen (UK), Texaco, Compact Power ed Ebara. Conclusioni La massima parte dei processi commerciali di pirolisi si svolge a bassa temperatura, cioè tra 450 e 600°C in modo da evitare di dover pagare un onere eccessivo in termini energetici (ed economici), anche se ciò comporta un aumento del tempo di permanenza nel reattore (che può arrivare anche alle 2h) e la riduzione della frazione di rifiuto completamente degradata all’interno del forno. Per migliorare il rendimento energetico complessivo del processo il gas di pirolisi, ed eventualmente anche il char, sono inviati ad un processo di combustione che consente, se questo è condotto a temperature maggiori di 1200°C, di sfruttare appieno la temperatura adiabatica di fiamma del gas di pirolisi. Il char proveniente da un processo di pirolisi può: • essere inviato a discarica dopo essere stato privato dei metalli che, a valle del processo, sono recuperabili in forma non ossidata • essere inviato a combustione eventualmente assieme al gas di pirolisi; in questo caso non sarà possibile recuperare i metalli (che in questo modo vengono ossidati) • essere inviato a gassificazione (opzione che permette di recuperare i metalli in forma non ossidata ed aumentare la CCE del sistema globale trasformando il carbonio fisso del char in ulteriore syngas).Categoria: notizie - tecnica - plastica - riciclo - pirolisi - rifiutiMaria Laura Mastellone e Umberto Arena Seconda Università degli Studi di Napoli Dipartimento Scienze Ambientali
SCOPRI DI PIU' Henri Victor Regnault il Primo Padre del PVC
Henri Victor Regnault il Primo Padre del PVCLo scoprì inconsapevolmente lavorando l’olio olandese riscaldatodi Marco ArezioHenri Victor Regnault viene difficilmente associato alla scoperta del PVC la quale è stata attribuita nel 1872 al chimico tedesco Eugen Baumann riprendendo i suoi esperimenti. Lo scienziato francese nacque nacque il 21 luglio 1810 ad Aix-la-Chapelle, in Francia ed in tenera età perse entrambi i genitori. Lui e la sorella furono affidati ad una copia, amica dei genitori, che se ne prese cura e ne seguì le sorti scolastiche. Dopo gli studi universitari in chimica, Regnault decide di viaggiare in l’Europa per compiere studi ed esperimenti nei siti minerari della Svizzera, Germania e in Belgio tra gli anni 1834 e 1835. L’11 Dicembre del 1840 fu nominato dall’Accademia delle scienze Francesi professore di chimica, incarico che ricoprì per circa 30 anni. Lo scienziato si dedicò allo studio delle sostanze e delle loro miscele, creando in trent’anni una approfondita raccolta di dati relativi alle proprietà dei composti, come densità e compressibilità di gas e liquidi, capacità di calore e coefficienti di dilatazione di gas, pressioni di vapore e velocità del suono. Questi studi lo portano ad essere considerato come probabilmente il più grande sperimentatore del diciannovesimo secolo. Una tra le tante ricerche fatte, una in particolare riguardava lo studio di un liquido oleoso formato dalla clorazione dell’etilene (chiamato allora gas olefiante), che divenne famoso sotto il nome di liquore olandese. Questo composto venne per la prima volta scoperto dai chimici olandesi Johann Rudolph Deiman, Adrien Paets van Troostwijk, Nicolas Bondt e Anthoni Lauwerenburgh sulla quale in seguito ci lavorarono molti chimici del tempo. Regnault tentò di decomporre l’olio olandese riscaldandolo con una soluzione alcolica di idrossido di potassio, ottenendo il monomero di cloruro di vinile. Lo scienziato non aveva ancora ben chiaro dove i suoi studi lo stessero portando, quando annotava la realizzazione di una polvere bianca, che sarebbe stata successivamente identificata come polivinilcloruro (PVC), avendo lasciato il nuovo composto accidentalmente esposto alla luce solare. Nonostante la scoperta scientifica non fu attribuita allo scienziato Francese non vi è dubbio che questa posò le basi per le future ricerche e perfezione delle ricette del PVC.Categoria: notizie - tecnica - plastica - PVC - storia foto: Pollution chimique
SCOPRI DI PIU' Controllo Analitico degli Odori nel Settore del Riciclo
Controllo Analitico degli Odori nel Settore del RicicloControllo Analitico degli Odori nel Settore del Riciclodi Marco ArezioI materiali riciclati, che siano materie prime provenienti dalla selezione dei rifiuti, nei loro vari stati di vita (sfusi, balle, macinati, granuli), o il prodotto finale, creato attraverso i processi del riciclo, possono portare con loro gradienti e tipologie di odori che possono essere più o meno sgradevoli agli operatori o ai clienti finali. La sensazione dell’accettazione o meno dell’odore è del tutto soggettiva e dipende da una serie infinita di valutazioni sensoriali: quello che per me potrebbe essere un odore accettabile, per il cliente potrebbe essere una casa insopportabile. Il naso umano è sensibile, ma differente tra persona e persona nell’intercettare gli odori e, soprattutto, non è in grado di catalogare con esattezza un livello equo dei composti odorosi, né il ripetersi dell’intensità degli odori che intercetta. Quello che un’azienda produce, in termini di odore in un prodotto, che sia materia prima o un elemento finito, deve essere catalogato in maniera del tutto analitica, senza approssimazione, per determinare degli standards che possano essere accettati sia dal produttore che dal cliente, in modo che tutte le produzioni successive possano rientrare nei ranges stabiliti. Definire e poter replicare un range di odore accettato dalle parti, non è solo un incremento del servizio qualitativo del prodotto stesso e dell’azienda, ma anche una garanzia verso il cliente finale che può ragionevolmente sapere che le intensità odorose possono essere catalogate e gestite con esattezza. Vediamo alcuni esempi dove un “naso elettronico” può fare la differenza: • I produttori di vaschette in PET, ricevendo il granulo o il macinato riciclato, possono valutare analiticamente l’intensità odorosa della materia prima e dare al produttore stesso degli standards da non superare per evitare problemi sulle vaschette nella catena distributiva. • I produttori di bevande in bottiglie in PET possono stabilire con certezza non solo i livelli odorosi massimi accettati sulla materia prima, ma possono stabilire se il prodotto contenuto nelle bottiglie possa subire delle cessioni da parte della bottiglia di plastica di sostanze odorose che possano inficiare la qualità del loro prodotto. • I produttori di materie prime possono stabilire con i clienti dei ranges odorosi massimi accettabili da entrambi, attraverso un’analisi analitica della materia prima venduta al fine di garantire una qualità certa del prodotto. • I produttori di flaconi per i detersivi, per il care, per i liquidi profumati hanno l’esigenza acquistare la materia prima riciclata in HDPE che abbia un tenore di odori proveniente dai tensioattivi tali per cui non vadano a interagire negativamente con la confezione finale sugli scaffali dei negozi o possano alterare le profumazione dei liquidi o delle polveri contenute. • I produttori di arredi o di imballi per la logistica industriale che utilizzano il PP, l’HDPE e l’LDPE da post consumo, devono poter stabilire con certezza l’incidenza degli odori delle materie prime che comprano, in modo da stabilire dei limiti che non possano influire negativamente con il prodotto finale che distribuiscono. • Potremmo continuare a citare altri esempi in cui la mancanza di una catalogazione certa degli odori possa portare spesso alla contestazione dei materiali, con costi notevoli e degenerazione dei rapporti clienti-fornitori. Attraverso l’uso di un analizzatore delle sostanze odorose, che è una macchina da laboratorio che utilizza campioni di materia prima o pezzi di prodotti finali, quindi sotto forma di granuli, macinati, liquidi, ecc…, successivamente riscaldati, creando delle sostanze volatili all’interno della provetta, venendo poi analizzate chimicamente e comparate, attraverso un programma di analisi, creando così un quadro preciso delle tipologie e delle intensità. La macchina permettere di comparare anche campioni definiti standard e quindi accettati dalle parti, con le varie campionature delle produzioni successive in modo da intercettare gli scostamenti e valutare immediatamente correzioni produttive. I risultati delle analisi restituiscono una fotografia precisa, non solo delle intensità odorose, ma anche delle tipologie di composti chimici presenti nei campioni che producono il mix di odori, così da poter intervenire in modo preciso e tempestivo. Lo strumento che analizza, in modo analitico gli odori o i profumi delle sostanze volatili contenute nei prodotti, è impiegato anche nel settore alimentare per smascherare le sofisticazioni alimentari come, per esempio, quelle dell'olio di oliva, per verificare le composizioni del caffè, per valutare la freschezza dei cibi o la cessione di sostanze contenute nel packaging agli alimenti.Categoria: notizie - tecnica - plastica - riciclo - odore - post consumo Vedi maggiori informazioni sulla gascromatografia
SCOPRI DI PIU' Polimero composito per batterie flessibili
Polimero composito per batterie flessibiliNuovi compounds con carbonio elettricamente conduttivi per batterie flessibilidi Marco ArezioIl mondo della ricerca industriale è freneticamente al lavoro per poter costruire nuove batterie con capacità prestazionali sempre maggiori, studiando nuovi polimeri e nuovi elementi flessibili. I campi di applicazione sono i più svariati: dalla mobilità sostenibile, agli impianti di generazione di energia pulita fino ad arrivare ai piccoli apparecchi che utilizziamo tutti i giorni. L’imperativo è riuscire a concentrare in una batteria la massima durata, il più basso tenore possibile di composti inquinanti, la massima potenza possibile, in funzione delle dimensioni, e infine la praticità d’uso. I ricercatori, in questo caso, si sono spinti molto in là, studiando e progettando una batteria totalmente flessibile che si possa adattare a nuovi usi, forse ancora impensabili. Come riporta la rivista Advance Material, i ricercatori del politecnico di Zurigo hanno messo a punto una batteria molto sottile che può essere piegata, arrotolata, schiacciata senza mai perdere il potere di trasmissione della corrente. Questa novità può essere utilizzata in apparecchiature piccole, di uso comune, ma anche in oggetti decisamente sottili come gli abiti da lavoro e per lo svago. Il cuore di questo prodotto è costituito da un polimero composito flessibile, contenente anche carbonio e quindi elettricamente conduttivo, che compone i due collettori per il catodo e l’anodo e la struttura esterna della batteria. L’interno è costituito da scaglie d’argento sovrapposte in modo tale che si possano adattare alla flessibilità dei movimenti dell’elastomero con cui la batteria è stata progettata, garantendo così il passaggio di corrente anche in condizioni elastiche. Inoltre, su catodo e anodo, si sono posizionati delle polveri di litio-ossido di manganese e ossido di vanadio. Per quanto riguarda l’elettrolita, quell’elemento che permette il passaggio degli ioni di litio, sia durante la fase di utilizzo dell’energia sia in fase di ricarica, è stato costituito con un gel a base di acqua contenente sale di litio che è risultato meno inquinante di altri elementi presenti nelle batterie attuali.Categoria: notizie - tecnica - batterie - polimeri
SCOPRI DI PIU' L’uso dei Polimeri Rigenerati nelle Miscele Bituminose
L’uso dei Polimeri Rigenerati nelle Miscele BituminoseCosa è la miscela ad inversione di fase e come si usano i polimeri rigenerati nelle miscele bituminose?di Marco ArezioAgli inizi degli anni 60 del secolo scorso, il manto bituminoso impermeabilizzante era costituito principalmente da carta bitumata e bitume, inoltre era stato da poco introdotto sul mercato il feltro di vetro bitumato le cui caratteristiche di stabilità dimensionale e resistenza erano particolarmente apprezzate. Nello stesso periodo, come abbiamo visto nell’articolo su Giulio Natta, si stavano sviluppando tutta una serie di catalizzatori stereospecifici che servivano per creare nuove miscele chimiche da cui sarebbero, a breve, stati polimerizzati nuovi polimeri tra cui il polipropilene. Queste nuove scoperte portarono alla manipolazione delle catene di molecole creando un ordine delle stesse dal punto di vista chimico. Il fatto di poter posizionare tutte le molecole dalla stessa parte, conferisce alla catena polimerica alcuni vantaggi, tra cui una maggiore resistenza meccanica e una maggiore resistenza al calore, definendo così il polimero ottenuto isotattico. Il suo contrario, dal punto di vista della posizione delle molecole, quindi in modo disordinato, viene definito atattico. Se vogliamo entrare un po’ in alcuni valori tecnici che caratterizzano il polipropilene isotattico possiamo sottolineare che la resistenza meccanica arriva fino a 400 Kg./mq. e la resistenza al calore fino a 150°C. Il polipropilene atattico ha invece la caratteristica di essere più malleabile ed elastico con allungamenti fino al 600%. Tra i polimeri rigenerati e gli additivi che vengono usati nelle miscele di bitume non esiste solo il polipropilene ma anche: – l’LDPE – l’HDPE – EVA – TPO – le Cariche Minerali (talco o carbonato di calcio) – le Gomme Termoplastiche – gli oli – le cere. Miscelando i polimeri rigenerati, in percentuali diverse con il bitume, a secondo della caratteristica tecnica della membrana che si vuole ottenere, avremo la modifica di diversi parametri generali: – La viscosità (aumenta) – La temperatura di rammollimento (aumenta da 60° a 150°) – La penetrazione (diminuisce, quindi aumenta la calpestabilità) – La temperatura di frattura per piegamento a freddo (diminuisce da +10° a – 20° es.) – La stabilità agli agenti atmosferici (durata) Ma cosa succede esattamente durante la miscelazione tra il bitume e i polimeri rigenerati? In gergo tecnico la reazione, tra bitume e polimeri, durante miscelazione viene chiamata Inversione di Fase. Quando si prepara una mescola la quantità di polimeri è nettamente più bassa rispetto alla quantità di bitume ma, attraverso il mescolamento a caldo degli ingredienti, ad una temperatura superiore a quella di fusione del polimero, avviene la cosiddetta inversione di fase, dove l’ingrediente minoritario, in questo caso il polimero, costituisce la fase portante della miscela, mentre l’ingrediente quantitativamente maggioritario, la fase dispersa. Per far si che avvenga l’inversione di fase è importante usare bitume distillato perché è ricco di oli della frazione maltenica compatibili con i polimeri. Durante la creazione delle ricette i produttori di membrane bitume-polimero utilizzano i polimeri rigenerati sotto forma di: – Granuli – Macinati – Densificati (solo se facilmente disperdibili) Per quanto riguarda la filtrazione dei granuli normalmente è richiesta inferiore ai 800-1000 micron, mentre per i macinati e i densificati è richiesta un grado di pulizia (lavaggio) buono e un tenore di umidità basso per non avere reazioni pericolose durante il mescolamento con il bitume caldo.Categoria: notizie - tecnica - plastica - riciclo - bitume - edilizia - polimeriVedi il prodotto finito
SCOPRI DI PIU'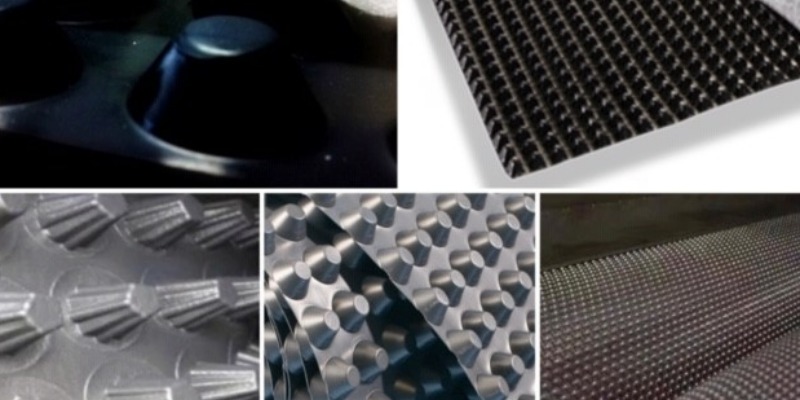 Membrane bugnate prodotte con hdpe riciclato
Membrane bugnate prodotte con hdpe riciclatoCome scegliere e produrre una membrana bugnata performante con un granulo in HDPE riciclatodi Marco ArezioLa funzione delle membrane bugnate protettive, in HDPE riciclato nel campo dell’impermeabilizzazione edilizia è conosciuta da molti anni anche se probabilmente non tutti conoscono le molteplici opportunità di utilizzo di questo utile elemento separatore-protettore-impermeabilizzante. Le membrane si dividono: Per conformazione geometrica delle bugne Per altezza delle stesse rispetto alla suolaPer spessore della suola Per grammatura al metro quadratoPer resistenza meccanica a compressione e a trazionePer gli eventuali accoppiati che si possono installare in fase di produzioneTessuti non tessuti in poliestereTessuti non tessuti in polipropileneTessuti in polietilene reticolatoReti porta intonacoFogli lisci in PE di scorrimento Per utilizzo in edilizia Non ci soffermeremo in questa sede sui vari utilizzi ai quali la membrana si presta per migliorare tecnicamente il lavoro, ma su aspetti legati alle materie prime che vengono utilizzate per la produzione del manufatto e al risvolto qualitativo dello stesso, producendo il prodotto con macchine da estrusione a testa piana. In passato si producevano membrane bugnate standard, di comune utilizzo, da 600 grammi al mq. utilizzando resina in HDPE vergine che dava prestazioni tecniche costanti e qualità fisica del prodotto eccellente. Verso la fine degli anni 90 e gli inizi degli anni 2000, la forte crescita della domanda del prodotto ha spinto l’incremento dell’offerta sul mercato con conseguente tensione sui prezzi, spingendo i produttori ad un uso massiccio e quasi esclusivo di granuli in HDPE rigenerati per la produzione. Parallelamente, sempre nell’ottica di una accresciuta conflittualità dei prezzi, si sono offerte membrane bugnate con grammature al mq. da 500-450 e 400. La riduzione di grammatura e l’utilizzo di granuli rigenerati può portare ad una performance meccanica decisamente sotto le attese relativamente agli impieghi per cui i progettisti li hanno prescritte. Per ovviare a questo duplice problema, in relazione alle materie prime da impiegare nella produzione, si deve fare attenzione ad alcuni punti basilari: • L’input normalmente usato è composto da bottiglie e flaconi in HDPE proveniente dalla raccolta differenziata nei quali si trovano tappi in PP che ha un comportamento peggiorativo nella qualità della membrana. Una % di PP elevata porta ad una marcata fragilità del manufatto, specialmente in fase di resistenza all’ancoraggio nella fase di re-interro del piano di fondazione. La riduzione delle % di PP si risolvono attraverso l’uso di macchine separatrici a lettura ottica. • La fase di lavaggio del macinato proveniente dai flaconi di HDPE è importante in quanto il permanere di piccoli residui rigidi nello stesso, in quantità elevate, potrebbero non essere fermati completamente dai filtri in fase di estrusione e quindi essere inglobati nei granuli che, impiegati per la produzione di membrane con spessori di 0,4-0,5 mm., potrebbero facilitare la formazione di buchi sulla superficie del prodotto con la conseguenza di una perdita di impermeabilità e resistenza alla trazione. Quindi un buon lavaggio per decantazione e a rotazione, unito alla scelta di filtri e cambia-filtri in continuo, aiuta ad avere un granulo pulito. • L’utilizzo di cariche minerali per aumentare la resistenza meccanica delle bugne, riducendo l’impiego, in peso, del polimero in HDPE, al fine di ridurre il costo della materia prima, può essere virtuoso fino ad una soglia, conosciuta, oltre la quale il prodotto aumenta in modo importante la fragilità e la vetrosità riducendo le caratteristiche meccaniche richieste.In relazione all’impiego nelle opere edili della membrane bugnate si elencano alcuni fattori fondamentali: • Per la posa verticale come la protezione della guaina impermeabile e per la funzione di drenaggio verticale in fondazione, si richiede principalmente una resistenza a trazione rispetto a compressione • Per la posa orizzontale come gli stati separatori nei pavimenti è preminente la resistenza meccanica verticale • Per la posa di membrane con rete porta intonaco per la deumidificazione dei muri è preminente la qualità di resistenza a trazione della membrana rispetto ai tasselli di chiodatura • Per gli strati separatori e drenanti nelle gallerie e tunnel sono necessarie sia una buona resistenza meccanica che di trazione • Per la posa di membrane per l’isolamento acustico la sollecitazione meccanica è molto contenuta nelle abitazioni civili. Con questi punti non si vuole esaurire l informativa, sia gli impieghi, che sono innumerevoli ma che per questione di spazio non si possono trattare in questa sede, sia per i risvolti produttivi nei quali si devono anche considerare l’impatto della qualità delle membrane in relazione ai parametri macchina relativi all’estrusione.Categoria: notizie - tecnica - plastica - riciclo - membrane bugnate - edilizia
SCOPRI DI PIU' Flaconi in HDPE Riciclato: Come Gestire i Difetti di Superficie
Flaconi in HDPE Riciclato: Come Gestire i Difetti di SuperficieCome risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco ArezioLa produzione di flaconi per la detergenza, per i liquidi industriali ed agricoli, fino a poco tempo fa venivano prodotti con materiali vergini nonostante alcune forme e colori consentivano l’uso di un granulo in HDPE riciclato. L’impatto mediatico dell’inquinamento da plastica dispersa dall’uomo nell’ambiente, ha fatto muovere le coscienze dei consumatori mettendo sotto pressione gli stati, che si occupano della legislazione ambientale, ma anche i produttori delle sostanze contenute nei flaconi che non possono, per questioni commerciali, perdere il consenso dei propri clienti finali. La richiesta di HDPE rigenerato per soffiaggio ha avuto una forte impennata negli ultimi, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga. L’utilizzo di ricette miste tra materiale vergine e rigenerato può mitigare alcuni di questi punti ma non risolvere totalmente gli eventuali problemi se non si ha l’accortezza di seguire la filiera della fornitura del granulo riciclatoCategoria: notizie - tecnica - plastica - riciclo - HDPE - flaconi - soffiaggio
SCOPRI DI PIU' Come combinare la polvere del vetro e la polvere del pet in una materia prima
Come combinare la polvere del vetro e la polvere del pet in una materia primaRiutilizzo della polvere di vetro di scarto in un’ottica di economia circolare di Marco ArezioLa polvere di vetro è uno scarto che si genera nella filiera produttiva del riciclo del vetro che, per le sue quantità e per lo scarso campo applicativo in ricette che possono generare prodotti finiti, crea un problema di smaltimento e riuso. Tra le varie sperimentazioni che si sono fatte negli anni, forse quella dell’impiego come materiale inerte nelle miscele di malte e calcestruzzi ha trovato uno sbocco che permette la realizzazione di cordoli stradali, paratie di contenimento anche in virtù di una buona inerzia chimica e della bassa porosità del composto. Un altro campo di utilizzo da citare sono le miscele cementizie adatte alla creazione di pietre artificiali d’arredo. Si sono inoltre effettuati test, presso il dipartimento di Ingegneria dell’Università di Bologna, su malte polimeriche con frazioni di polvere di vetro e rottami di vetro, con granulometrie differenti, utilizzando come legante una resina di poliestere. Le prove sono state eseguite campionando ricette composte da sabbia e resina in poliestere e da ricette composte da poveri o rottami di vetro e resina di poliestere. La comparazione dei risultati delle prove a flessione e compressione dei provini ha sottolineato che le malte polimeriche composte scarti vetrosi hanno una resistenza a compressione superiore al 10% e a flessione del 22% rispetto ai campioni composti da malte polimeriche e sabbia. La polvere di vetro viene usata anche nel campo della ceramica, nei mattoni in laterizio e nelle vetro-schiume come elemento inerte dell’impasto in sostituzione degli inerti naturali con un risparmio in termini di consumo delle risorse naturali. Le caratteristiche del rottame di vetro, dal punto di vista della stabilità chimica, delle qualità ignifughe e della resistenza meccanica, permette l’uso come stabilizzante nelle ricette di tutela di elementi pericolosi come l’eternit, le ceneri volanti degli inceneritori, nelle polveri di abbattimento fumi, nelle scorie delle acciaierie, nei fanghi di levigatura, ecc.. al fine di creare un materiale vetroso inerte. Ma in un’ottica di economia circolare il passo più importante è stato compiuto attraverso la creazione di una miscela di elementi di scarto nelle lavorazioni industriali, di cui uno di questi si può proprio definire lo scarto dello scarto. Mi riferisco alla polvere del PET che si accumula nella fase di riciclo delle bottiglie per le bevande o altri involucri. L’idea vincente di miscelare polvere di vetro e polvere di PET permettendo di creare una nuova materia prima che, per caratteristiche fisico-chimiche, è adatta a replicare, sia per forma che per caratteristiche, le pietre naturali. Inoltre la termoplasticità del PET, che permette la creazione di disegni, rilievi e si adatta facilmente ai colori, rende idoneo questo composto alla creazione di top per le cucine e per i rivestimenti interni ed esterni. L’ingegno e la genialità delle persone ci danno una fotografia di come cammina la nostra società di fronte alle sfide che l’economia circolare ci pone: troviamo persone che non conoscono ancora come si deve effettuare la separazione dei rifiuti in casa, persone che continuano a gettare rifiuti nell’ambiente, persone che spingono la classe politica a investire maggiormente nel riciclo di plastica, vetro, metalli, carta, legno e scarti elettronici e altri materiali, e infine ci sono persone che sono un passo avanti e si occupano di trovare soluzioni per l’utilizzo dei rifiuti dei rifiuti.Categoria: notizie - tecnica - plastica - riciclo - polvere di vetro - PET
SCOPRI DI PIU' Difetti di iniezione con materiali riciclati: striature superficiali
Difetti di iniezione con materiali riciclati: striature superficialiDa cosa sono causati i difetti di iniezione e come è possibile risolverli quando si utilizzano dei polimeri riciclati? di Marco ArezioCi sono dei difetti estetici che potrebbero formarsi durante il lavoro di iniezione utilizzando dei granuli rigenerati, che siano da provenienza post consumo o post industriali. Il granulo post consumo si presta maggiormente, in ogni caso, alla possibile creazione di difetti estetici in quanto la composizione polimerica del granulo stesso può comprendere frazioni di materiali non del tutto omogenei (PP/PE per esempio). Le carenze estetiche espresse in striature superficiali, dette anche marmoree, normalmente non causano un difetto tecnico del prodotto stampato, ma solitamente un difetto estetico che, in ogni caso, può comportare il rifiuto del prodotto da parte del cliente finale. Abbiamo già affrontato l’argomento che riguarda la riconsiderazione degli aspetti estetici dei manufatti realizzati con un granulo riciclato, in presenza di piccoli difetti, in un’ottica di incremento della circolarità dei rifiuti plastici, proprio per avere un giudizio corretto sulle aspettative estetiche di prodotti che impiegano la plastica riciclata. Nella fase di stampaggio, la plastica utilizzata come materia prima, raggiunge temperature tra i 175° e i 400°, in base al materiale utilizzato, creando vari processi di trasformazione all’interno della massa fusa. L’acqua viene vaporizzata, e alcuni additivi e polimeri a basso peso molecolare si potrebbero degradare producendo sostanze volatili che accompagneranno la massa fusa all’interno dello stampo. Inoltre la velocità di stampaggio potrebbe agire sulle molecole polimeriche creando una certa percentuale di degradazione plastica. A causa della differenza di densità tra la massa fusa, le sostanze volatili e quelle degradate, ci sarà all’interno dello stampo una separazione tra le parti più pesanti e quelle più leggere, dove queste ultime arriveranno per prime verso le pareti dello stampo stesso, seguite poi dalla massa fusa, di cui si sporcheranno. Quindi, qualsiasi parte volatile e/o degradata che verrà spinta verso la parete dello stampo dal polimero riciclato fuso, creerà sulle pareti del prodotto finito, striature o parti marmorizzate che possono essere antiestetiche. Le cause di questi difetti si possono riassumere in: • Umidità del materiale • Degrado delle parti in plastica a causa dell’alta temperatura • Tempi di stampaggio eccessivi con degradazione dei polimeri • Contropressione troppo bassa • Punti di iniezione troppo piccoli che potrebbero degradare la materia prima • Eccessiva usura del mandrino • Sporco vicino ai punti di espulsione del gas nello stampo o numero insufficiente di punti In considerazione di quanto sopra esposto, per evitare o ridurre questi fenomeni antiestetici, bisognerebbe prendere tutti gli accorgimenti necessari per la regolazione dei parametri macchina e stampo, oltre a verificare, attraverso lo studio del DSC del polimero riciclato da usare, il peso delle componenti che potrebbero degradare.Categoria: notizie - tecnica - plastica - riciclo - iniezione - stampi - produzione
SCOPRI DI PIU' Otto Rohm: il Pioniere del Mondo della Plastica
Otto Rohm: il Pioniere del Mondo della PlasticaIl visionario che studiò le “PMMA” e brevettò il Plexiglas di Marco ArezioCome tutti i pionieri illustri nel mondo della plastica anche Otto Rohm è una figura che non si può circoscrivere alla figura di un geniale inventore di un prodotto che ha fatto epoca. La sua preparazione chimica e la sua determinazione alla conoscenza hanno caratterizzato la sua vita spingendolo a studiare e a capire in prima persona i misteri che allora aleggiavano nella chimica industriale. Otto Rohm nasce il 14 Marzo 1876 a Ohringen, nell’attuale Germania, compie i primi studi di base e poi all’età di 15 anni viene impiegato come aiutante presso una farmacia. Questa dura formazione lavorativa lo temprano sia nel rigore lavorativo sia nella curiosità e nella conoscenza della chimica di base. Consegue dopo alcuni anni l’abilitazione alla professione di farmacista che gli permette di iscriversi all’università di Tubinga, presso la facoltà di chimica, raggiungendo la laurea nel 1901, presentando la tesi “Sui prodotti di polimerizzazione degli acidi acrilici”. Nonostante l’interesse per i polimeri le sue prime esperienze lavorative e di ricerca furono fatte nel mondo della conceria con lo studio sugli enzimi, sviluppando un innovativo processo per la mordenzatura del cuoio. Produsse un prodotto chiamato Oropon che permetteva un processo più igienico e dai risultati migliori. Fu un risultato commerciale di grande livello che impegnò Otto Rohm nella costituzione di una società commerciale nel 1907 con il socio Otto Haas. Gli studi sugli enzimi continuano e ne scaturiscono soluzioni innovative applicate al mondo dei detersivi, delle bevande, dei cosmetici e dei preparati farmaceutici. Nello stesso periodo i suoi laboratori di ricerca stanno lavorando sugli acrilati e verso la fine degli anni 20 anche sui metacrilati. Il direttore del laboratorio Walter Bauer inizia gli studi e le sperimentazioni sull’uso dei metacrilati come vetro stratificato. Proprio attraverso questi studi che nasce il PMMA con le qualità, a lungo ricercate, di trasparenza e durezza al contrario degli acrilati, creando così il famoso Plexiglas.Categoria: notizie - tecnica - plastica - plexiglass - storia foto Evonik Industries AG
SCOPRI DI PIU' Odori nei polimeri riciclati: come affrontare il problema?
Odori nei polimeri riciclati: come affrontare il problema?La valorizzazione dei polimeri riciclati passa anche attraverso la soluzione del problema degli odoridi Marco ArezioIn un’ottica di economia circolare i polimeri riciclati che provengono dal post consumo, quindi dalla raccolta differenziata domestica, devono essere valorizzati riuscendo a risolvere anche il problema degli odori. La necessità di utilizzare maggiormente i polimeri riciclati che provengono dal post consumo è ormai diventata una questione primaria per il riciclo delle materie plastiche. Come riportato nell’articolo apparso sul portale della plastica e dell’economia circolare rMIX è necessario che si verifichino due condizioni fondamentali: Rimodulazione delle aspettative estetiche dei prodotti finiti fatti in plastica riciclata Riduzione o cancellazione degli odori che i prodotti fatti con l’input da post consumo portano con se dopo la produzione.Nel primo caso è importante poter produrre più prodotti con plastiche riciclate, specialmente quelli oggi realizzati con plastiche vergini solo per questioni estetiche che si potrebbero definire trascurabili, aumentando così il consumo di rifiuti plastici. Nel secondo caso, il problema dell’odore, condiziona ancora fortemente gli acquisti di granuli riciclati, specialmente in quei paesi dove è meno sentita la problematica della difesa ambientale. Se vogliamo fare un esempio, un flacone del detersivo prodotto con un HDPE riciclato, mantiene dopo la produzione una quota di odore (profumo?) di detersivo che proviene dalla lavorazione dei flaconi della raccolta differenziata, in cui le fragranze dei liquidi contenuti precedentemente rimangono anche dopo il lavaggio. Come vedete non è un problema invalidante per chi dovrà riempire nuovamente il flacone riciclato con liquidi profumati, ma è, ed è stato sempre un tema discusso dagli acquirenti di polimero. Sebbene le cose da questo punto di vista stiano lentamente cambiando, dove si trovano maggiori complicazioni sono quei prodotti fatti con PP o PP/PE o LDPE la cui materia prima ha contenuto residui alimentari, detergenti, cosmetici o dove il processo di rigenerazione presenza delle criticità. I fattori che contribuiscono maggiormente alla creazione degli odori sono rappresentati da: Residui alimentari, che creano processi microbiologici Residui di cosmetici che presentano difficoltà di pulizia durante il lavaggio Tensioattivi che vengono inglobati nelle plastiche Contaminazioni nelle acque di lavaggio del rifiuto plastico Contaminazioni causate dalla degradazione dei polimeri in fase di produzione dei granuli. Ad oggi una soluzione piena e definitiva del problema, da applicare nella produzione su larga scala dei polimeri riciclati, sembra non esserci ancora, infatti, si stanno percorrendo varie strade per cercare di mitigare e, in un futuro risolvere la presenza di questi odori. Copertura degli odori Esistono sul mercato numerosi prodotti, sotto forma di masterbach, che si utilizzano in fase di estrusione o iniezione dei prodotti, contenenti varie fragranze che aiutano a mitigare un odore pungente come può essere quello di alcune produzioni di polimeri. Le fragranze sono numerose: vaniglia, pino, fragola, arancia, limone, lavanda e tante altre. Processi Meccanici Esistono impianti di produzione dei granuli riciclati che, durante la lavorazione degli scarti plastici e della produzione del granulo stesso, riducono in modo sostanziale le fonti che generano gli odori sgradevoli. Questi impianti si basano su una tripla combinazione tra filtrazione, degasaggio e aspirazione delle parti volatili in modo da migliorare il problema. Ricerca scientifica Nello stesso tempo la ricerca sta facendo passi avanti per cercare di individuare, in modo scientifico ed inequivocabile la fonte degli odori dei composti provenienti dalla raccolta differenziata. L’istituto tedesco Fraunhofer Institute for Process and Engineering and Packaging (IVV) sta studiando come migliorare i processi di riciclo dei rifiuti da post consumo. Il lavoro si concentra, con un approccio olfattometrico e analitico, allo studio e la catalogazione degli odori presenti nelle plastiche post consumo, valutandone l’intensità e la provenienza, identificando i materiali che li producono attraverso un’analisi chimica. I dati raccolti da queste catalogazioni scientifiche aiuteranno i ricercatori a trovare processi adatti alla soluzione dei problemi causati dal decadimento microbiologico, dall’invecchiamento della plastica, dai risultati chimici dei processi termici e dai residui delle lavorazioni meccaniche della plastica che causano odori sgradevoli.Controllo analitico degli odori in laboratorioOggi abbiamo comunque la possibilità, attraverso una strumentazione di laboratorio, che unisce l'attività di un gascromatografo (GC) e uno spettrometro a mobilità ionica (IMS) di avere un quadro preciso sull'intensità e sulla natura degli odori che provengono dal rifiuto da riciclare o dalla scaglia o granulo prodotti dalle plastiche post consumo. Questo strumento ci aiuta ad individuare i componenti molesti dal punto di vista odoroso nei rifiuti in ingresso, ma anche sulla materia prima prodotta o sui prodotti finali realizzati con la plastica riciclata, così da stabilire azioni correttive o, con il cliente, un range analitico e non opinabile, del livello odori nei prodotti ed accettato dalle parti.Categoria: notizie - tecnica - plastica - riciclo - odori - post consumo
SCOPRI DI PIU' Fibra elastica di poliuretano: storia, produzione ed applicazioni
Fibra elastica di poliuretano: storia, produzione ed applicazioniFibra elastica in poliuretano: dagli anni 30 del secolo scorso alla chimica dell’abbigliamento elasticizzato modernodi Marco ArezioSe vogliamo dare una definizione di cosa sia la fibra di poliuretano possiamo dire che è una sostanza chimica sintetica caratterizzata da un comportamento simile alla gomma. Questa fibra è formata da una catena molecolare composta da segmenti molli, detti glicoli, intervallati da segmenti rigidi detti isocianati. La fibra di poliuretano nasce intorno al 1937 quando la tensione politica-militare in Europa rese più difficile il commercio delle materie prime, infatti fino ad allora gli elastomeri erano prevalentemente naturali, importati dal sud America e dal Sud Est Asiatico. Come si può leggere nell’articolo presente nelle NEWS sulla storia della gomma naturale, questa era un elemento conosciuto fin dai tempi dei Maya e utilizzato in tutto il mondo in diversi settori. La vera svolta nel campo dei tessuti avvenne nel 1823 quando Charles Macintosh, brevettò un composto fatto di gomma naturale e di oli, adatto all’impermeabilizzazione dei tessuti e, successivamente nel 1830, Thomas Hancock, sottopose il composto gommoso ad azioni meccaniche, mischiando additivi oleosi, cariche e pigmenti, così da rendere industrialmente lavorale in macchina il compound. Fu un tale successo che le esportazioni dal Brasile della gomma naturale aumentarono in modo esponenziale, passando da poche centinaia di tonnellate del 1846 a più di 10.000 nel 1880. Fu così che gli inglesi fiutarono il business e nel 1876 ottennero, da alcuni semi importati dal Brasile, duemila piantine di Hevea Brasilienis, che furono inviate poi nell’attuale Sri Lanka per essere ripiantate. Questo intervento botanico Inglese fece nascere una fiorente produzione, attiva ancora oggi, in Malaysia, Indonesia e Thailandia, area nella quale si produce oggi l’80% della gomma naturale. Negli anni 30 del secolo scorso, periodo nel quale la ricerca chimica stava facendo passi enormi, iniziarono i primi studi per creare una gomma sintetica replicabile in qualunque paese al mondo, senza dipendere dall’importazione della materia prima naturale. Gli studi più interessanti del periodo furono eseguiti dalla tedesca Bayer e fu così che nel 1939, Paul Schlack, sintetizò un polimero con alte proprietà elastiche, ma si dovette attendere la fine della seconda guerra mondiale per vedere la produzione, nel 1951, della prima fibra poliuretanica attraverso il processo di filatura ad umido. Anche negli Stati Uniti la ricerca portò l’azienda DuPont, a seguito di importanti investimenti fatti sulla fibra elastica in poliuretano, nel 1959, a produrre la fibra poliuretanica elastica, attraverso il processo di filatura a secco, che mise sul mercato nel 1962. La vera esplosione della produzione di questi filati avvenne alla fine degli anni 60 del secolo scorso, quando si diffuse la moda della minigonna e il relativo uso delle calze da donna. Come viene prodotta e lavorata la fibra in sintetica in Poliuretano? La fibra elastomerica sintetica è prodotta estrudendo il polimero poliuretano in soluzione o fuso, utilizzando una filiera di un impianto di filatura meccanica. Vi sono normalmente quattro metodologie per la produzione della fibra: Filatura a umido consiste nell’estrusione del polimero in bagno d’acqua calda, formando il filo per coagulazione, ed il successivo lavaggio, essiccazione, lubrificazione e avvolgimento in bobina. Filatura a secco è indubbiamente il sistema più usato al mondo e consiste nell’estrusione del polimero in una cella cilindrica verticale all’interno del quale è presente un gas caldo, che normalmente è azoto. Il filo passa dalla cella e viene successivamente lubrificato, con olio siliconico o stearato di magnesio e poi arrotolato su una bobina posta alla fine di essa. Filatura per fusione consiste nella plastificazione di granuli in un estrusore creando una messa fluida, la quale viene fatta passare attraverso una filiera in verticale che si incontra con un flusso di aria fredda che porta alla solidificazione della materia prima. Il filo in uscita, viene poi lubrificato e avvolto su bobine. La filatura per fusione, tra i quattro processi presentati, è sicuramente quello a più basso impatto ambientale in quanto non richiede solventi e ha una necessità minore di energia. Filatura reattiva consiste nell’estrusione del pre-polimero in un bagno di soluzione contenente ammine polifunzionali. Le parti di isocianato che costituiscono la materia prima reagiscono con le ammine formando un poliuretano a più alto peso molecolare. È una tecnologia oggi poco usata a causa delle basse caratteristiche elastiche del filo rispetti ad altri procedimenti produttivi. Quali sono le applicazioni principali della fibra in poliuretano? Gli utilizzi di questa fibra sono molteplici, quindi raccogliamo solo alcune indicazioni di produzione degli articoli: – Tovaglie – Copri divani – Calze per uso chirurgico – Bende elastiche – Calze a compressione graduata – Pannolini – Tute per attività sportiva – Mute da sub – Pantaloni da sci e pantacollant – Jeans e altri tessuti elasticizzati – Corsetteria – Calzini e collant – Nastri elastici – E molti altri articoliCategoria: notizie - plastica - economia circolare - PU - fibra elastica
SCOPRI DI PIU' Vetroresina: il difficile cammino verso un’economia circolare del prodotto.
Vetroresina: il difficile cammino verso un’economia circolare del prodotto.Vetroresina: storia, produzione, impiego e riciclo. Il difficile cammino verso un’economia circolare del prodottodi Marco ArezioLa vetroresina è sicuramente un prodotto che ha avuto un successo molto importante dato dalla flessibilità d’impiego, dalla relativa facilità di produzione e dalle caratteristiche tecniche dei manufatti prodotti che potevano sostituire o migliorare le prestazioni di altri materiali fino ad allora utilizzati. La vetroresina nasce negli anni 20, periodo in cui si stavano studiando materiali che avessero delle caratteristiche prestazionali simili a quelle dei metalli da costruzione (edilizia, aeronautica, navale) ma che si potesse aggiungere un vantaggio in termini di risparmio di peso. Nel corso degli anni 40 si era optato per il rinforzo del poliestere utilizzando la fibra di amianto, un materiale plastico composito con cui si costruivano, per esempio, i serbatoi supplementari per gli aerei. Durante gli anni 50 dello scorso secolo, l’incremento della produzione di fibra di vetro, ha portato ad una progressiva sostituzione della fibra di amianto, creando prodotti tecnicamente più avanzati ed ampliando il campo di applicazione. MA COS’E’ LA VETRORESINA?E’ una plastica composta rinforzata con vetro, detta anche VTR o GRP, utilizzando tessuti o feltri con fibre orientate casualmente e successivamente impregnate con resine termoindurenti, generalmente liquide, composte da poliestere o vinilestere o epossidiche, che induriscono e collegano le fibre stesse attraverso l’azione di catalizzatori ed acceleranti. Le principali caratteristiche dei prodotti realizzati in vetroresina sono: – Leggerezza – Elevate caratteristiche meccaniche – Durabilità – Resistenza alla corrosione – Resistenza agli agenti atmosferici – Ottimo isolamento elettrico – Comportamento al fuoco gestibile con specifici additivi – Buon isolamento termico – Scarsa manutenzione COME VENGONO PRODOTTI I MANUFATTI IN VETRORESINA?Premettendo che la vetroresina non è un composto plastico tradizionale che ha bisogno di calore e di una forza meccanica importante (estrusione, iniezione, soffiaggio) per realizzare i prodotti, ma si basa sul lavoro che svolge la resina polimerizzata che viene a contatto con le fibre di vetro. I processi principali di produzione sono i seguenti: “Hand Lay-Up” consiste nella spalmatura a pennello o rullo di resine, correttamente additivate con catalizzatori e acceleranti, che ne determinano la polimerizzazione anche a temperatura ambiente, su tessuti di vetro. La solidificazione delle resine permette l’inglobamento delle fibre di vetro presenti nello stampo creando l’articolo in vertroresina. “Filamnet Winding” consiste nell’applicare, su un cilindro rotante, normalmente metallico, un filo impregnato con resina catalizzata. Avvolgendo in continuo questo filo sullo stampo, che verrà poi sfilato una volta che la resina sarà indurita, si possono creare tubi o serbatoi cilindrici. “Resin Transfer Moulding” consiste nello spargere a secco, su un lato di uno stampo, una quantità stabilita di fibre di vetro, successivamente si richiude lo stampo con la sua copia e si inietta, a bassa pressione, la resina all’interno. Con questo sistema è possibile eseguire il procedimento di iniezione all’interno dello stampo anche sottovuoto. “Pultrusion” consiste in una produzione simile alla classica estrusione delle materie plastiche, adatta ai materiali compositi per la realizzazione di particolari profili. A QUALI SETTORI SONO DESTINATI E QUALI MANUFATTI IN VETRORESINA SI POSSONO REALIZZARE?Le ottime doti tecniche ed estetiche dei prodotti in vetroresina permettono di impiegarli in moltissimi campi con applicazioni molto ampie: Settore ferroviario Produzione energia Edilizia Fai da te Settore Nautico Settore delle opere sportive Mercato elettrotecnico I prodotti realizzati con la vetroresina sono veramente tanti e non è possibile citarli tutti, ma indicheremo i prodotti che, sul mercato, realizzano i volumi maggiori: Scafi e articoli per il settore nautico. Profili industriali e civili Serramenti e persiane Lucernari Lastre di copertura Pareti Rivestimenti per il settore della refrigerazione Scale e camminamenti Rivestimenti per il settore ferroviario Rivestimenti per il trasporto civile Impianti eolici IL RICICLO DELLE VETRORESINA La vetroresina, essendo un materiale composto, come abbiamo visto, sfugge dalle logiche del riciclo classico dei materiali plastici creando, quindi, varie e complesse problematiche per il suo riciclo. La prima problematica che possiamo ricordare è la presenza delle resine termoindurenti di cui è composto il manufatto, infatti, come sappiamo, la reazione di polimerizzazione è sempre irreversibile, questo significa che se trattassimo i prodotti macinati in vetroresina con il calore, come si fa in genere con altre materie plastiche, non saremmo in grado di riportare a forma liquida le resine impiegate. Il secondo problema riguarda le fibre in vetro che si utilizzano per armare la ricetta. Secondo studi epidemiologici condotti su animali in laboratorio, l’inalazione prolungata alla polvere proveniente da queste fibre, farebbe insorgere carcinomi e mesoteliomi. Nonostante non risultino riscontri sull’uomo dei tests fatti sugli animali, la Comunità Europea ha emesso una direttiva specifica, inserendo le fibre di vetro tra le sostanze pericolose soggette all’obbligo di etichettatura. Infatti le fibre di vetro utilizzate per la realizzazione di manufatti, sono considerate cancerogene di categoria 3 e devono riportare l’etichetta R40 che identifica la possibilità di effetti irreversibili sulla salute. Quindi, nell’ambito dei sistemi di riciclo dei manufatti a fine vita, possiamo riportare le principali destinazioni di smaltimento: Discarica Macinazione dei manufatti in polveri di varie dimensioni e il loro riutilizzo in settori come quello edile. Riciclo tramite pirolisi con la separazione tra fibre e resine Riciclo mediante digestione acida Tra i sistemi di smaltimento oggi impiegati, in termini di volumi, sicuramente la messa in discarica è ancora la più utilizzata, con tutti gli effetti negativi del caso. Per quanto riguarda la macinazione dei manufatti in polveri, risulta sicuramente la via più semplice, da punto di vista pratico, ma lascia aperti tutti i dubbi dal punto di vista sanitario che abbiamo sopra riportato. Mentre per quanto riguarda il riciclo tramite pirolisi o digestione acida non risulta, oggi, economicamente conveniente. E’ evidente che la strada per smaltire gli scarti dei prodotti in vetroresina, a fine vita potrebbe, essere quella del riutilizzo delle polveri macinate in miscele adatte alla produzione di prodotti finiti, ma l’operazione di riduzione volumetrica dei manufatti in vetroresina deve essere realizzata utilizzando attrezzature idonee, in camere isolate, quindi non semplici mulini di macinazione, che salvaguardino la salute dei lavoratori. Esiste inoltre sul mercato un metodo di riciclo degli scarti di vetroresina prodotti con resine ortoftaltica, isoftaltica o vinilestere definito come “recupero con trattamento termico-chimico”. Attraverso questo processo si arriverebbe a recuperare circa l’85% della resina madre, sotto forma di liquido e circa il 99% delle fibre che compongono l’armatura. Tests fatti dal produttore dimostrerebbero che la resina recuperata, che risulta carica di iodio, potrebbe essere rimessa in miscela, con la resina vergine, per la realizzazione di nuovi manufatti senza che vi siano decadimenti prestazionali. Per quanto riguarda le fibre recuperate con questo sistema, viene consigliato un trattamento di calcinazione su di esse, per eliminare i residui carboniosi presenti prima di essere riutilizzate.Categoria: notizie - tecnica - plastica - riciclo - vetroresina
SCOPRI DI PIU'