






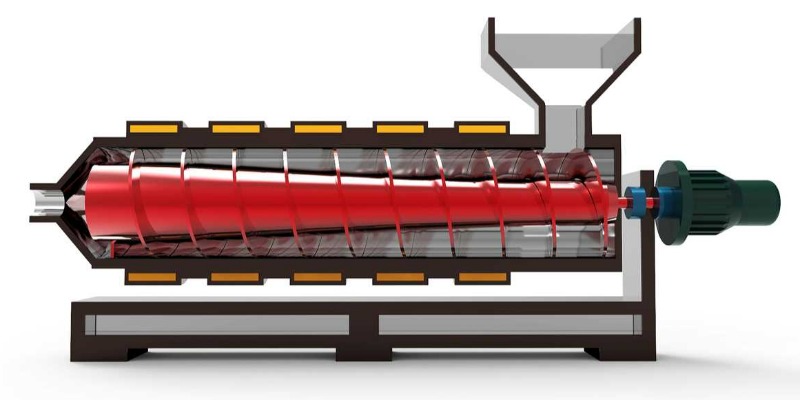
Estrusori per materie plastiche: vediamo cosa succede all'interno durante il funzionamentodi Marco ArezioPer chiunque impieghi o faccia utilizzare gli estrusori per le materie plastiche, specialmente se usano polimeri riciclati, dovrebbe avere la conoscenza del comportamento del fuso all’interno del cilindro, delle fasi di trasformazione dallo stato solido a viscoso e delle implicazioni negative che possono nascere durante la lavorazione.Queste implicazioni possono generare difetti sul polimero che si sta producendo o sui manufatti che sono direttamente collegati all’estrusore. L’articolo non si dovrebbe rivolge agli addetti della produzione, che probabilmente conoscono bene i comportamenti del polimero in transito nell’estrusore, ma principalmente agli addetti alle vendite dei prodotti finiti in plastica o dei polimeri riciclati. Conoscere le fasi di produzione e la criticità che possono rappresentare, è un bagaglio culturale tecnico che permette di risolvere, più velocemente e più professionalmente possibile, i problemi con i clienti in merito alla qualità. Per fare un discorso generale possiamo prendere in considerazione gli elementi che entrano in gioco per portare a termine una fase di estrusione delle materie plastiche: • La materia prima • L’estrusore • Il filtro Materia Prima La materia prima, in base all’utilizzo che si vuole fare dell’estrusore, può essere sotto forma di macinato o di granulo. In entrambi i casi il materiale riciclato deve avere subito i corretti trattamenti di selezione, macinazione, deferrizazzione, lavaggio in vasca, lavaggio in centrifuga, asciugatura (eventuale densificazione per materiali leggeri). Più le fasi preliminari che portano il semilavorato all’estrusore sono fatte bene, migliore sarà la qualità del prodotto in uscita da esso, evitando che aumentino i problemi sui prodotti finiti da realizzare. Ogni fase preliminare non eseguita in modo corretto avrà dei risvolti negativi durante la fusione della plastica all’interno dell’estrusore, che possono essere impurità rappresentate da plastiche rigide non fondibili all’interno della massa, degradazione del materiale causata da una non corretta selezione, presenza di parti metalliche causate da un lavaggio non accurato o residui di materiali elastici non filtrabili. Maggiore sarà la qualità attesa per la fabbricazione del prodotto, maggiore saranno le attenzioni da impiegare nelle fasi di riciclo del semilavorato, minori saranno gli spessori da realizzare sul prodotto finito, per esempio un flacone, maggiore dovrà essere la pulizia e l’omogeneità della plastica. Estrusore Una linea di estrusione, per non entrare troppo nella tecnicità dell’argomento, è formata da una tramoggia di ingresso della materia prima, un cilindro di contenimento del polimero, una o più viti di movimento, un filtro (nella maggior parte dei casi) e una testa finale. Fin qui, ogni parte è visibile ed intuibile nel suo lavoro, ma cosa succede all’interno di queste parti? Partiamo dalla tramoggia di carico dei polimeri che alimenteranno l’estrusore, una sorte di grande imbuto di canalizzazione con il quale alimentare l’impianto, sia utilizzando i polimeri sotto forma di palline che di macinato o densificato. La discesa della materia prima all’interno del cilindro avviene normalmente per gravità, quindi il granulo viene attirato verso la parte bassa dell’imbuto in virtù del proprio peso, offrendo scarsa resistenza allo scivolamento. Non sempre succede la stessa cosa per il macinato e il densificato, in quando hanno forme più spigolose e per la loro natura tendono ad aggregarsi, specialmente se non sono ben asciutti, creando qualche difficoltà nella discesa. Una volta che la materia prima arriva all’imbocco del cilindro, entra in contatto con una o più viti, composte da elementi elicoidali che hanno lo scopo di trascinare la materia prima ancora solida lungo il cilindro e restituire alla testa, alla fine del percorso, la massa fusa di plastica per realizzare il prodotto o per creare i granuli plastici. La zona d’ingresso dell’estrusore è sempre raffreddata con acqua, per evitare che il calore generato dalle resistenze che riscaldano il cilindro possano portare a fusione il polimero che staziona nella zona, quando l’estrusore è fermo. Il polimero, sceso dalla tramoggia, aderisce alle pareti tra le quali si trova, quelle del filetto, del nocciolo della vite e del cilindro. A questo punto, i granuli che aderiscono alla vite ruotano con essa e quindi non possono avanzare, mentre quelli che aderiscono al cilindro vengono spinti verso l’uscita dalla cresta del filetto che sfiora e raschia la superficie del cilindro stesso. La conclusione è che tanto più i granuli tendono ad aderire al cilindro, e quindi a non ruotare con la vite, tanto maggiore è la spinta in avanti esercitata dai filetti, che trasferiscono la forza motrice del motore al polimero per spingerlo fuori dal cilindro. La velocità massima di avanzamento del polimero si avrà a contatto con il cilindro sia per i granuli, in alimentazione, sia per le molecole di polimero dopo la fusione, mentre negli strati sottostanti la velocità sarà via via minore fino a essere zero a contatto con il nocciolo della vite. Una convinzione comune rispetto al lavoro dell’estrusore è che le resistenze termiche hanno lo scopo di sciogliere la materia prima, solida, lungo il percorso di attraversamento del cilindro fino alla sua uscita in testa. Questo non è del tutto vero, in quanto le resistenze intervengono principalmente nella fase iniziale del contatto tra la materia prima in ingresso dalla tramoggia con la vite. Nella fase successiva la forza che il motore imprime alla vite, la quale ruotando crea attrito tra la materia prima e il cilindro, realizzano il calore necessario alla fusione del materiale. Il comportamento del volume della massa plastica all’interno del cilindro, in corrispondenza della vite, cambia man mano che percorre l’estrusore. Infatti da quando inizia la fusione, la quantità di solido che si trova tra i due filetti è sempre inferiore a quella che c’è tra i due filetti precedenti. L’avanzamento del fuso è quindi determinato, sia dalla spinta meccanica dei filetti della vite, ma anche per differenza di pressione che si crea all’interno del cilindro, facilitando la spinta verso l’esterno del polimero fuso in virtù di una minore pressione. La zona di trasporto del fuso può assumere ulteriore importanza quando si richiedono all’estrusore anche delle diverse prestazioni, oltre a quella di fondere, come ad esempio la miscelazione del polimero. A tal fine il tratto finale della vite può essere modificato per migliorare la miscelazione dell’estruso. Filtro Lavorando con i polimeri riciclati non sempre si conosce la qualità di preparazione dei granuli che dovrebbero entrare nell’estrusore o dei macinati o dei densificati, quindi, inserire in un estrusore un polimero riciclato senza premunirsi di effettuare un’operazione di filtraggio può essere pericoloso. Un tempo i filtri erano costituiti da un disco forato sul quale si montavano delle reti in metallo, che avevano lo scopo di filtrare ed eliminare eventuali impurità presenti nel fuso. Le reti, in numero e con diametri delle maglie variabili, erano montate alla fine del cilindro su flange e costituivano un modo per migliorare la qualità del polimero. La presenza del filtro causa però un aumento della pressione alla fine della vite, pari alla perdita di carico che serve per far passare il fuso attraverso il filtro. La variazione di pressione è dovuta al fatto che man mano che le reti si intasano aumenta la pressione in testa e, quindi, sale il riflusso nella vite. L’aumento di pressione fa sì che la vite chieda più lavoro al motore per spingere la stessa quantità di materiale fuori dalla filiera e, poiché il maggiore lavoro della vite si trasforma in calore trasferito al polimero, la temperatura del fuso in uscita sarà maggiore e la viscosità minore di quando non c’è il filtro. L’aumento della temperatura per periodi prolungati può causare la degradazione del polimero, con conseguenze negative sulla produzione di prodotto. Ed è per questo motivo che oggi esistono nuovi cambia filtri automatici che regolano questa delicata fase. Categoria: notizie - tecnica - plastica - riciclo - estrusione
SCOPRI DI PIU'
La diversificazione industriale delle aziende che sono vissute da sempre sull’estrazione, raffinazione e distribuzione dei derivati del petrolio, sta correndo velocemente quasi forse una competizione. Abbiamo seguito da vicino gli investimenti di Total nel campo delle energie rinnovabili a livello mondiale, di Enel in diversi paesi, mentre oggi vediamo le nuove iniziative di Eni in Spagna nel campo del settore fotovoltaico.Infatti, Eni ha riferito attraverso un comunicato stampa che ha siglato un accordo con X-Elio per l’acquisizione di tre progetti fotovoltaici nel sud della Spagna per una capacità complessiva di 140 MW. Eni e X-Elio hanno inoltre avviato le discussioni per una collaborazione strategica tra le due aziende per lo sviluppo di progetti di energia verde in Spagna, dove Eni punta a una crescita pari a 1 GW nei prossimi 5 anni, contribuendo al raggiungimento dell’obiettivo di 5GW di capacità installata da rinnovabili entro il 2025. X-Elio è tra i leader nell’ambito di progetti di energia rinnovabile a livello globale con una presenza importante in Spagna, dove ha sviluppato e costruito progetti da oltre 1 GW. L’azienda attualmente ha nel paese progetti da 250 MW in fase di costruzione, un accordo a lungo termine per l’acquisto di elettricità (PPA) da oltre 650 MW, e oltre 1,5 GW in fase di sviluppo. In base all’intesa, il trasferimento dei progetti sarà soggetto alle consuete autorizzazioni, a partire dal secondo semestre del 2021. Eni sarà responsabile della realizzazione degli impianti e della commercializzazione dell'energia elettrica. Claudio Descalzi, Amministratore Delegato di Eni, ha dichiarato: “Questa iniziativa rafforza in modo significativo la presenza di Eni nel mercato spagnolo con un grande investimento nel campo delle energie rinnovabili e integra i business dell’azienda già esistenti nella regione. Lo sviluppo di progetti fotovoltaici è in linea con la nostra strategia a sostegno della transizione energetica ed è un elemento chiave dell’impegno dell’azienda verso una riduzione delle emissioni di CO2. Questa acquisizione, inoltre, consentirà di sfruttare future sinergie con il business luce & gas retail“. Questo accordo si aggiunge a quello siglato recentemente da Eni gas e luce, società controllata al 100% da Eni, con il Grupo Pitma per l’acquisizione del 100% di Aldro Energía Y Soluciones S.L., attiva in Spagna e Portogallo nel mercato della vendita di energia elettrica, gas e servizi a clienti residenziali e grandi, piccole e medie imprese. Eni inoltre sta per finalizzare gli accordi relativi alla risoluzione amichevole delle controversie relative a Union Fenosa Gas, a valle dei quali Eni entrerà direttamente nelle attività di vendita di gas naturale in Spagna ai clienti del settore industriale, grossisti e termoelettrico, rafforzando la sua presenza nel mercato europeo del gas.
SCOPRI DI PIU'
Social banking, green economy e nuova strategia sugli investimentiAlcune delle grandi banche internazionali hanno intercettato il sentimento popolare che spinge per un cambio delle strategie industriali e di consumo mettendo al centro l’ambiente e la socialità sostenibile. Un esempio lo ha dato Unicredit, una grande banca di respiro internazionale, che ha varato una nuova strategia rivolta agli impieghi nel settore ESG (Environmental, Social, Governance) che è racchiusa nel nuovo piano industriale che verrà presentato il 3 Dicembre 2019. Il nuovo concetto che rappresenta, più di ogni altra cosa, lo spirito dell’iniziativa è racchiuso nella strategia “non un ritorno sul capitale ma un ritorno del capitale”. La banca ha messo a disposizione 1 miliardo di euro per finanziare operazioni che abbiano un risvolto sociale, facendo girare il denaro su progetti che creino iniziative con impatto positivo per la comunità. Inoltre la banca ha deciso di abbandonare completamente il finanziamento di progetti che non vadano nel senso dell’economia circolare e sostenibile, in particolare non verranno più finanziati progetti che si occupano dell’estrazione del carbone, portando a termine quelli in corso, ma non ne verranno finanziati altri. Verranno poi vietati finanziamenti di progetti coinvolti nell’estrazione petrolifera nell’Artico, del gas offshore e quelli relativi allo shale oil, a causa del sistema invasivo di estrazione basato sulle fratture meccaniche delle faglie. Per quanto riguarda i finanziamenti ai progetti eco sostenibili la banca ha deciso di aumentarli del 25%, arrivando ad una quota di 9 miliardi di euro entro il 2023, iniettando liquidità nel settore delle energie rinnovabili e per l’efficienza energetica. La banca disporrà di un team di tecnici ed economisti che valuterà direttamente le casistiche più importanti per classificare del finanziamento rispetto alle direttive del nuovo piano industriale.Vedi maggiori informazioni sull'argomento
SCOPRI DI PIU'
Vediamo cosa è emerso dopo l’analisi di 408 campioni L’associazione francese Agir Pour l’Environnement ha analizzato nel totale 408 dentifrici (per bambini e per adulti) che sono venduti in diversi supermercati tra cui Auchan, Leclerc, Lid e Carrefour. Dal risultato delle analisi svolto su di essi si è evinto che in 2 su 3 è presente biossido di titanio. L’analisi sui dentifrici di Agir Pour l’Environnement L’associazione francese Agir Pour l’Environnement ha analizzato 408 dentifrici di cui 59 per bambini e 78 organici. Dall’analisi si è evinto che in 2 dentifrici su 3 è presente biossido di titanio. Nel dettaglio tale sostanza è stata rinvenuta in 271 dentifrici di cui 29 per bambini (e quindi il 49,1%) ed in 25 organici e quindi il 32%. Per chi non lo sapesse il biossido di titanio è un composto chimico che si presenta come una polvere cristallina con un colore che è tendente al bianco. Esso viene identificato con la sigla E171 quando viene utilizzato negli alimenti ma è presente come ingrediente anche nei cosmetici. Come additivo alimentare viene usato nella produzione di prodotti a base di pesce e formaggio, salse, caramelle ed in altre tipologie di alimenti come colorante mentre (ad esempio) nelle creme per cambiare il pannolino e nei dentifrici viene usato perché conferisce al prodotto una colorazione bianca ed inoltre per le sue proprietà assorbenti. I marchi importanti dell’analisi effettuata da Agir Pour l’Environnement Tra i marchi di spicco dei dentifrici analizzati dall’associazione francese “Agir Pour l’Environnement” ci sono Oral-B, Colgate, Aquafresh e Signal. In quest’ultimo, ad esempio, anche la versione bambini presenta tracce di biossido di titanio. Dall’analisi di Agir Pour l’Environnement si evince inoltre che nessuno dei 271 dentifrici incriminati specifica sulla confezione se il biossido di titanio si trova nel dentifricio sotto forma di nanoparticelle. Il regolamento Europeo numero 1223/2009 in vigore dal 2013 comunica invece che se c’è un ingrediente nei prodotti cosmetici sotto forma di nanomateriale c’è l’obbligo che esso venga indicato. Per l’esattezza il nome dell’ingrediente presente deve essere seguito dalla parola “nano” che dovrà essere messa tra parentesi. Ma quali sono gli effetti del biossido di titanio sulla salute? Come già comunicato nei prodotti cosmetici il biossido di titanio viene utilizzato per dare quel colore bianco al prodotto. Per quanto concerne gli effetti sulla salute, i pareri sono controversi. Per gli esperti, comunque, esso può portare rischi, ad esempio, al fegato e agli organi riproduttivi e va considerato anche un possibile cancerogeno. Inoltre esso è pericoloso a causa delle nanoparticelle (meno di cento nanometri di dimensione) che facilitano la penetrazione nel corpo umano. Al momento in Francia si attende un provvedimento che vieti il biossido di titanio in tutti i prodotti che possono essere anche parzialmente ingeriti (come dentifricio e medicinali) così come accade per il cibo.
SCOPRI DI PIU'
Moplen, Bramieri e il Carosello: Negli anni ’50 Nasce il Marketing Industrialedi Marco ArezioAlla fine della seconda guerra mondiale il tessuto industriale italiano era praticamente distrutto, a causa degli intensi bombardamenti e della guerra civile che si era combattuta fino alla liberazione. La necessità impellente, negli anni successivi per il governo Italiano, era far ripartire la ricostruzione delle città che avevano subito ingenti danni e rimettere in sesto l’industria, in modo da poter assolvere ai bisogni dei cittadini. Vi era una povertà diffusa, una forte disoccupazione e una grande dipendenza da parte degli alleati, con in testa gli Stati Uniti, i quali varando il piano Marshall, convogliarono in Italia un’ingente quantità di denaro e di beni di prima necessità. Gli anni ’50 del secolo scorso videro faticosamente l’impegno di tutti per alleviare le sofferenze della popolazione che usciva da una guerra tremenda, si ricostruirono scuole, strade, fabbriche, si cercò di migliorare la resa dell’agricoltura, finalizzata ad una maggiore autosufficienza alimentare. Con il passare degli anni si riuscì a mettere in moto il mondo del lavoro con la conseguenza che, verso la fine del decennio, il tenore di vita delle famiglie iniziò piano piano ad aumentare. Le fabbriche del nord attiravano molti lavoratori che emigravano dal sud e, questo, costituì un volano per l’edilizia che creò nuovi alloggi, ampliando le città ed imprimendo un beneficio a tutto l’indotto. I tempi erano maturi per dotare le case degli italiani di nuovi prodotti necessari per una vita più modera, infatti, da pochi anni era nata la televisione, erano disponibili i frigoriferi, le lavatrici e molti altri prodotti per la casa. Un mercato immenso, che aveva bisogno di tutto, dove le aziende avevano la preoccupazione di produrre, far conoscere i nuovi prodotti e vendere. Qui nasceva una grande opportunità da parte delle aziende, che era rappresentata dagli spots televisivi della nuova televisione di Stato, che pubblicizzavano i prodotti all’interno del programma Carosello, sempre più visto dalla popolazione, in virtù dell’aumento delle vendite dei televisori. Quale mezzo più idoneo per convincere la gente a comprare i prodotti innovativi recitati da personaggi famosi e apprezzati dal pubblico. Un connubio poderoso fu il lancio dei prodotti in plastica fatti con il polipropilene, chiamato Moplen, che attraverso gli sketch di Gino Bramieri, famosissimo attore e comico, convinse la gente ad adottare i prodotti per la casa realizzati con il Moplen. Scolapasta, secchi, barattoli, ciotole, mastelli, giocattoli, attrezzature per lavare e molti altri prodotti erano non più realizzati in metallo o legno, pesanti e poco piacevoli alla vista, ma attraverso una materia prima che aveva molti colori, era duratura ed indistruttibile. Il genio italiano, Giulio Natta, ricevette nel 1963, per la creazione del polipropilene, come tutti sanno, il premio Nobel per la chimica e, l’Italia, era il paese ideale per la conferma di questo sviluppo. Forse, per la prima volta, le attività di marketing che hanno permesso una così ampia diffusione dei prodotti fatti in plastica, sono state da volano per altre aziende produttrici che utilizzarono i nuovi strumenti divulgativi, in maniera sempre più studiati ed efficaci. I messaggi pubblicitari, all’inizio, erano una via di mezzo tra un’attività teatrale e una di promozione, in modo soft, che coinvolgevano la gente che li guardava in modo divertente e spensierato. Bramieri fu un colosso in questo senso, in quanto realizzava duetti spiritosi, a volte vestito da donna, come se fosse una commedia comica, per poi mostrare i vantaggi dei prodotti in plastica all’interno della casa. Categoria: notizie - tecnica - plastica - moplen - marketing industriale - PP
SCOPRI DI PIU'