







Biodegradabile, stampabile, adatto per la realizzazione di film plastici, il PLA è un polimero sorprendente di Marco ArezioIl polimero PLA, o più tecnicamente chiamato acido polilattico, è un poliestere biodegradabile che non troviamo in natura, ma che viene realizzato sinterizzando lo zucchero attraverso procedure industriali. Infatti, facendo fermentare lo zucchero, avviene una fase di trasformazione della materia prima in acido lattico e, nella fase intermedia del processo, si esegue la polimerizzato in PLA. Il polimero così ottenuto è trasparente, cristallino, rigido e presenta un’ottima resistenza meccanica, rendendolo adatto alla produzione di molti oggetti. Inoltre, il PLA è uno dei polimeri più utilizzati per la realizzazione di prodotti attraverso l’uso di stampanti 3D, utili non solo alla produzione in serie di oggetti identici, ma anche per i processi di prototipazione rapida in molti campi ingegneristici. Come avvengono le fasi produttive del PLA Per realizzare il polimero biodegradabile PLA sono necessarie le seguenti fasi di lavoro della materia prima, composta principalmente da zucchero, melasse e siero di latte e, in alternativa, utilizzando Bacillus Coagulans: - Lavorazione dell’amido attraverso la separazione delle fibre e del glutine - Saccarificazione e liquefazione dell’amido - Fermentazione della parte proteica dell’amido - Trattamento delle soluzioni di sale dell’acido lattico - Polimerizzazione Il polimero così ottenuto ha una densità di 1,25 g./c3, con una resistenza a trazione pari a 70 Mpa e un modulo elastico pari a 3600 Mpa. Quali sono le caratteristiche principali del polimero in PLA Le caratteristiche principali del polimero si possono riassumere in reologiche, meccaniche e di biodegradabilità. Le caratteristiche reologiche si esprimono in una elasticità del fuso inferiore a quella delle olefine. Le caratteristiche meccaniche sono comprese tra quelle di un polimero amorfo e uno semicristallino e, in particolare, si avvicinano a quelle comprese tra un PET e un Polistirene. Se parliamo di temperatura di transizione vetrose del PLA possiamo dire che è maggiore della temperatura ambiente. Permettendo di ottenere composti trasparenti. Per quanto riguarda la biodegradabilità è necessario fare attenzione al significato della parola “biodegradabile”, in quanto è importante sapere che, nonostante il PLA sia definito un polimero biodegradabile, esso non lo è se non si verificano alcune fondamentali condizioni. La biodegradabilità si innesca se il PLA è sottoposto a idrolisi, in presenza di temperature superiori a 60 °C e con un tasso di umidità maggiore del 20%. I tempi di biodegradazione sono molto variabili a seconda delle condizioni ambientali in cui l’oggetto prodotto con PLA si trova, in ogni caso possiamo indicarle in un tempo tra 1 e 4 anni, che, confrontato con la plastica tradizionale che impiega, in base alle condizioni in cui si trova, da 100 anni in su, è ritenuto breve. Quali sono i vantaggi del polimero in PLA? - Se venisse bruciato non rilascia fumi dannosi come gas tossici o metalli pesanti - Se disperso in mare in modo accidentale, la combinazione del sole, dell’acqua e del vento lo riducono in microplastiche. Queste non risulteranno tossiche né per i pesci né per l’uomo attraverso la catena alimentare - Riduce la dipendenza dal petrolio Quali sono gli svantaggi del polimero in PLA? - Contrariamente a quanto esprime la parola “biodegradabile” non può essere usato per fare il compost domestico, in quanto come citato in precedenza, ha bisogno di subire un processo industriale di biodegradazione. - Se buttato in una discarica miscelato ad altri rifiuti, non accelera i processi di decomposizione rispetto alla plastica tradizionale, in quanto non è supportato dalla luce solare, impiegando nella decomposizione gli stessi tempi delle altre tipologie di plastiche. - Non può essere mischiata con altre plastiche nelle fasi di riciclo, cosa molto importante durante la separazione dei rifiuti nella raccolta differenziata. Una piccola quantità di PLA può contaminare un flusso di rifiuti composte da plastiche tradizionali, compromettendo il loro riciclo. - Dal punto di vista ambientale, per produrre la materia prima del PLA, è necessario impiegare terreni che potrebbero essere sottratti alle coltivazioni per la catena alimentare o, peggio, si potrebbe incrementare la deforestazione per carcare di avere maggiori disponibilità di terre da coltivare. Come si ricicla il PLA Come abbiamo visto, il PLA è un polimero riciclabile, ma deve essere separato alla fonte dagli altri rifiuti plastici per questioni di incompatibilità dei materiali. Una volta creato il corretto flusso di scarti in PLA, il materiale segue le stesse attività operative di un rifiuto plastico che proviene dal post consumo, quindi dalla raccolta differenziata. Infatti, dopo un’attenta selezione, in cui siamo certi di trattare solo PLA, viene macinato, lavato in vasche di decantazione a lento flusso, asciugato e successivamente insaccato, se venduto come macinato, oppure passerà alla fase di estrusione se si volesse realizzare un PLA in granuli.
SCOPRI DI PIU'
PLASTIMAGEN ® MEXICO Si stima che la domanda globale di prodotti in plastica continuerà ad aumentare, come risultato di uno sviluppo industriale dinamico, di nuovi standard di vita e di accesso ai beni di consumo più elevati da parte della popolazione. Pertanto, senza apportare cambiamenti profondi nel settore della della plastica, come l'economia circolare, la crescita della domanda si tradurrà in un aumento delle emissioni di carbonio derivanti dalla plastica.PLASTIMAGEN ® MEXICO presenta oltre 870 aziende che rappresentano oltre 1.600 marchi provenienti da più di 27 paesi, 14 padiglioni internazionali e il padiglione ANIPAC (l'Associazione nazionale delle industrie della plastica in Messico). Con più di 40.000 m2 di spazio espositivo PLASTIMAGEN ® MEXICO è la fiera della plastica più completa e importante dell'America Latina, un evento progettato per soddisfare le esigenze di oltre 28.000 visitatori che cercano soluzioni innovative per le loro aziende. PLASTIMAGEN ® MEXICO è la principale fiera del settore nella regione, dove i principali fornitori mondiali si riuniscono in un unico forum per fornire ai decisori chiave soluzioni all'avanguardia per: • Macchinari e attrezzature • Materie prime • Trasformazione di materie plastiche e prodotti in plastica • Servizi per l'industria della plastica Per maggiori informazioni è a disposizione il sito internet di PLASTIMAGEN ® MEXICO
SCOPRI DI PIU'
Quanto rappresenta in Europa l'industria del packaging? Molto, i numeri sono davvero consistenti se si considera che nel 2019 l'Unione Europea ha fatturato 139 miliardi di euro e che in testa troviamo la Germania, seguita dall'Italia e in terza posizione la Francia. Come ci racconta Tiziano Polito, il mercato Francese degli imballaggi è uno tra i più importanti d'Europa.Secondo INSEE, che pubblica questi dati, la Francia è il terzo produttore europeo dietro Germania e Italia. 18,3 miliardi di euro: questo è il giro d'affari rappresentato dall'industria del packaging in Francia nel 2019 secondo un rapporto INSEE. L'Istituto Nazionale di Statistica e Studi Economici ha misurato la fatturazione dei prodotti fabbricati sul territorio Francese, proveniente da 1.460 unità collegate a questo settore di attività e rappresentano il 3,8% delle vendite nell'industria manifatturiera. Come ci si potrebbe aspettare, la plastica e il cartone hanno la quota maggiore. Nel dettaglio, le vendite generate dagli imballaggi in plastica sono state pari a 6,9 miliardi di euro, pari al 38% del totale, mentre la carta-cartone rappresenta 5,3 miliardi (29%) e il metallo, il vetro e il legno 2 miliardi ciascuno (11%). I dati sull'occupazione si riferiscono all'anno finanziario 2017. INSEE aveva 79.450 dipendenti nel settore, ovvero il 4,7% dei posti di lavoro nell'industria manifatturiera non alimentare. La Normandia e la Bourgogne-Franche-Comté sono le regioni con il maggior numero di posti di lavoro nel settore degli imballaggi, rispettivamente con il 7,9% e il 7,6% del totale. Piccole aziende nel settore del legno e della plastica La struttura delle aziende è piuttosto frammentata. Nel legno, il 70% degli stabilimenti ha meno di 20 dipendenti. Negli imballaggi in plastica e carta-cartone questo rapporto sale al 39% e al 37%. Al contrario, nel vetro e nel metallo, dove le lavorazioni sono caratterizzate da una maggiore intensità di capitale, le aziende con meno di 20 dipendenti rappresentano solo il 25% e il 5% del totale. La Francia è al terzo posto in Europa per la produzione di imballaggi. Il fatturato del settore è stato di 138,1 miliardi di euro nell'Unione Europea nel 2019, la Francia contribuisce per il 13% a questo totale dietro Germania (20%) e Italia (15%). La Francia detiene il primo posto europeo nella produzione di imballaggi in legno con il 20% del fatturato e il secondo per gli imballaggi in plastica (15%). Più modesto il suo contributo per gli imballaggi carta-cartone: 10%, cioè la metà in meno della Germania con il 21%. In questo caso, se a livello nazionale domina la plastica, altrove in Europa sono gli imballaggi carta-cartone a rappresentare la quota maggiore di fatturato: 55,5 miliardi di euro, ovvero il 40% delle vendite del settore. Sul fronte del commercio internazionale, la bilancia commerciale ha mostrato un deficit di 1,7 miliardi di euro nel 2019. Le importazioni francesi sono ammontate a 7,3 miliardi di euro. L'82% di loro proviene da paesi dell'UE. Con 603 milioni di euro di importazioni, la Cina è il quarto fornitore. Altrove in Europa, gli imballaggi in carta-cartone rappresentano la quota maggiore di fatture: 55,5 miliardi di euro, ovvero il 40% delle vendite della filiera.Vedi il manuale del packaging
SCOPRI DI PIU'
Molti sono i fattori che influenzano la qualità di un manufatto, uno di questi è la scelta delle polveridi Marco ArezioLo stampaggio rotazionale è un processo utilizzato frequentemente per la formazione di oggetti, tramite le resine termoplastiche, che abbiamo la necessità di essere cavi. La caratteristica principale del processo è che lo stampo ruota intorno a due assi, o mutualmente perpendicolari, inoltre, rispetto allo stampaggio ad iniezione tradizionale, la materia prima, sotto forma di polvere, viene introdotta nello stampo, per poi essere riscaldato e successivamente raffreddato. Quali sono le principali differenze con il processo di stampaggio ad iniezione? Forse la più evidente è che nello stampaggio rotazionale si utilizza la materia prima sotto forma di polvere e non di granulo, inoltre la resina polimerica si trova all’interno dello stampo chiuso, e non iniettata a pressione nello stesso. In aggiunta, lo stampo, nel processo rotazionale, lavora in base alla rotazione assiale a differenza della staticità dello stampaggio a iniezione. Infine, possiamo dire che gli stampi del processo rotazionale sono più economici in quanto non hanno da considerare la pressione di iniezione. Perché si sceglie lo stampaggio rotazionale? Quando si devono produrre oggetti con una forma cava, lo stampaggio rotazionale è particolarmente indicato per la sua facilità di adattamento a tutte le forme richieste. Inoltre, in assenza di grandi pressioni all’interno dello stampo, il manufatto tende facilmente a ritirarsi e a staccarsi dopo la sua produzione, anche se gli oggetti sono di grandi dimensioni. Infine, possiamo dire, che attraverso il processo rotazionale, è possibile realizzare elementi anche molto complessi sia dal punto di vista strutturale che di design. Caratteristiche principali degli stampi per lo stampaggio rotazionale Possiamo dire che i materiali principali che costituiscono gli stampi sono: • Cast alluminio • Nichel elettroformato • Acciaio inossidabile e non Quando saremo in presenza delle necessità di una migliore uniformità nello scambio termico all’interno dello stampo, sceglieremo il cast alluminio. Se dovessimo privilegiare una fedele riproduzione delle figure potremmo scegliere gli stampi elettroformati, mentre in presenza di forme semplici e di grandi formati, possiamo optare per gli stampi in acciaio più economici. Se parliamo di spessori degli stampi possiamo dire che, normalmente, gli stampi cast in alluminio hanno spessori di 6-8 mm., mentre quelli in acciaio solo 2-3 mm. Nella progettazione dello stampo si dovrebbe sempre tenere presente quale materia prima si utilizzerà, in quanto alcuni polimeri ritirano sufficientemente facilitando l’estrazione del pezzo, altri meno, così da rendere necessario nello stampo un lieve angolo di sformo per agevolare il distaccamento del manufatto. Le fasi dello stampaggio rotazionale Come abbiamo detto in precedenza lo stampaggio rotazionale non è che uno scambio termico all’interno di uno stampo in condizioni di movimento. Le temperature durante il processo potranno variare, entro un certo range, in modo continuo durante l’intero ciclo di produzione. Nonostante queste continue variazioni di temperatura, la qualità di un manufatto si stabilisce calcolando l’esatta permanenza dello stampo all’interno del forno. Questo tempo è chiamato tempo di induzione. Possiamo quindi dire che, nella prima fase del ciclo, il tempo di induzione è quell’intervallo di riscaldamento dello stampo in cui la resina raggiunge la temperatura di fusione, che normalmente avviene attraverso l’insufflazione di aria calda. Il tempo di induzione è caratterizzato dalle seguenti variabili: • Temperatura del forno • Velocità di scambio termico • Spessore dello stampo • Temperatura di fusione della resina • Rapporto tra superficie e volume dello stampo • Coefficiente di scambio termico del materiale dello stampoLa seconda fase del ciclo, definito tempo di fusione, è il tempo necessario per fondere completamente la resina. Il tempo di fusione è caratterizzato dalle seguenti variabili: • Spessore del pezzo • Temperatura della resina e calore di fusione • Capacità di riscaldamento dello stampo • Rapporto tra la superficie dello stampo e il suo volume • Temperatura del fornoTutte queste variabili hanno un impatto significativo sul tempo di fusione e sulla qualità del pezzo che si vuole realizzare. Tuttavia, la velocità di fusione della resina può essere, in alcuni casi, incrementata innalzando la temperatura del forno, ma è importante non eccedere in questa operazione in quanto, se da una parte aumenta la produttività, dall’altro un’eccessiva permanenza del polimero nello stampo, a temperature molto alte, può portare alla sua degradazione. Scelta della polvere da utilizzare per lo stampaggio rotazionale Come abbiamo visto il tempo di fusione della resina è un fattore cruciale per il buon rendimento dello stampo e per la qualità dei pezzi da produrre. Quindi, possiamo dire che anche la dimensione delle particelle di polimero che vengono utilizzate, può influenzare il processo. Infatti una resina dimensionalmente maggiore aumenta il tempo necessario a fondere. Questo avviene a causa della diminuzione della superficie di contatto tra le particelle e le parti calde dello stampo, ma ciò normalmente non avviene se si impiega una dimensione della materia prima inferiore ai 500 micron. Al di là dell’importante parametro dimensionale delle polveri polimeriche da utilizzare, si può dire che una buona materia prima è quella che fluisce rapidamente negli angoli acuti e nelle rientranze, aderendo allo stampo e fondendo senza bolle attraverso il contributo termico. Inoltre, per esperienza, le polveri più fini vengono utilizzate per resine con MFI più bassi, al fine di ottenere una buona riproduzione superficiale, mentre l’utilizzo di un polimero con MFI alto può considerare l’utilizzo di particelle con dimensioni maggiori. Ciclo di raffreddamento dello stampo Il raffreddamento dello stampo e del manufatto può avvenire attraverso l’utilizzo sia dell’aria che dell’acqua. Normalmente l’aria, sospinta dalle ventole di raffreddamento, va ad investire la parte esterna dello stampo, mentre l’utilizzo di getti di acqua è riservato alla parte interna. Il tempo di raffreddamento è molto importante in quanto un’accelerazione di questa fase, quindi un rapido raffreddamento, potrebbe portare ad una deformazione del pezzo con un aumento della percentuale della fase amorfa dei polimeri cristallini.Categoria: notizie - tecnica - plastica - stampaggio rotazionale
SCOPRI DI PIU'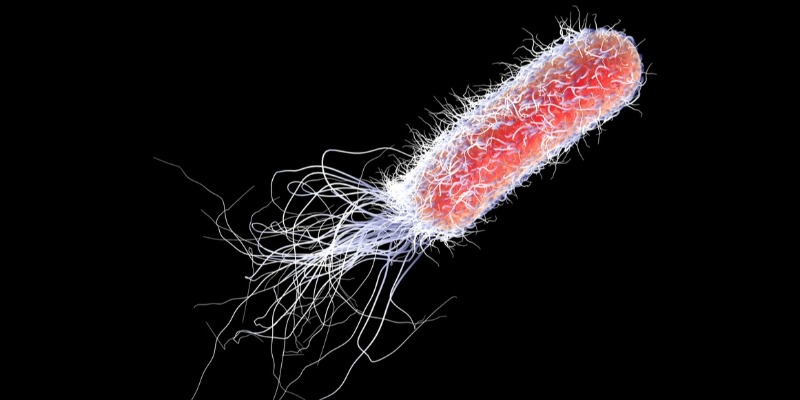
Lo Pseudomonas è un batterio, che potrebbe decomporre i legami della resina termoindurente come il poliuretanodi Marco ArezioTra le varie attività di studio, sulle strade alternative nella gestione dei rifiuti, la microbiologia si sta sforzando di trovare e testare batteri per scomporre quei legami chimici definiti irreversibili, come quelli del poliuretano. Le resine termoindurenti, di cui fa parte il poliuretano, è un materiale molto rigido costituito da polimeri reticolati nei quali il moto delle catene polimeriche è fortemente limitato dall’elevato numero di reticolazioni esistenti. Durante il riscaldamento subiscono una modificazione chimica irreversibile. Le resine di questo tipo, sotto l’azione del calore nella fase iniziale, rammolliscono (diventano plastiche) e, successivamente, solidificano. Contrariamente alle resine termoplastiche, non presentano la possibilità di subire numerosi processi di formatura durante il loro utilizzo. Le resine termoindurenti, sono materiali nei quali il moto delle catene polimeriche è fortemente vincolato da un numero elevato di reticolazioni esistenti. Infatti, durante il processo di produzione, subiscono modifiche chimiche irreversibili associate alla creazione di legami covalenti trasversali tra le catene dei pre-polimeri di partenza. La densità delle interconnessioni e la natura dipendono dalle condizioni di polimerizzazione e dalla natura dei precursori: generalmente essi sono sistemi liquidi, o facilmente liquefacibili a caldo, costituiti da composti organici a basso peso molecolare, spesso multifunzionali, chimicamente reattivi, a volte in presenza di iniziatori o catalizzatori. Il poliuretano è un composto largamente usato come isolante termico, nel settore dell’edilizia, dell’industria dell’auto, negli elettrodomestici, nelle celle frigorifere, nel settore navale e ferroviario, nei mobili, nel settore calzaturiero e in molti altri settori industriali. Ogni anno, nella sola Europa, si producono circa 3,5 milioni di tonnellate di poliuretano che, alla fine del ciclo di vita, non trova una corretta destinazione nel settore del riciclo e vanno a finire normalmente in discarica. La difficoltà che oggi incontra questa tipologia di rifiuto plastico nel processo di riconversione, finchè il riciclo chimico non avrà preso piede, hanno spinto le ricerche biologiche a tracciare nuove strade. Un gruppo di ricerca Europeo chiamato P4SB sta studiando materiali provenienti dalla biologia sintetica che siano in grado, tramite dei catalizzatori batterici, di creare bio enzimi che possano depolimerizzare il poliuretano, ma anche il PET. Lo studio ha identificato un batterio, chiamato Psneudomonas, che opportunamente ingegnerizzato, sia in grado di metabolizzare i componenti del poliuretano, che verranno poi resi, all’interno della massa batterica, sotto forma di bio plastica. Questo batterio ha la capacità di sopravvivere in condizioni estreme ed è molto resistente alle sostanze tossiche, infatti è un nemico per eccellenza nel campo medico in quanto resiste facilmente agli antibiotici. Fa parte della famiglia dei batteri gram-negativi che colpisce normalmente le persone con barriere immunitarie basse o con problemi alla pelle e alle mucose. Il batterio nell’uomo scatena malattie associate alle infezioni, come i problemi respiratori, la polmonite, l’endocardite, meningiti, problemi agli occhi, alle articolazioni, gastrointestinali, dermatologici e altre forme di reazione del corpo. Questo dimostra che è un batterio da prendere sul serio e il suo utilizzo nel campo microbiologico, applicato al riciclo delle plastiche come il poliuretano, fa capire il grado di colonizzazione e decomposizione che potrebbe mettere in campo se trattato con le dovute attenzioni.Categoria: notizie - plastica - batteri - riciclo - rifiuti - poliuretano
SCOPRI DI PIU'