- Il fuso plastico riciclato all'interno dell'estrusore
- Tipologie e caratteristiche della materia prima riciclata
- Tipologie e caratteristiche dell' estrusore
- Tipologie e caratteristiche dei filtri
Estrusori per materie plastiche: vediamo cosa succede all'interno durante il funzionamento
di Marco Arezio
Per chiunque impieghi o faccia utilizzare gli estrusori per le materie plastiche, specialmente se usano polimeri riciclati, dovrebbe avere la conoscenza del comportamento del fuso all’interno del cilindro, delle fasi di trasformazione dallo stato solido a viscoso e delle implicazioni negative che possono nascere durante la lavorazione.
Queste implicazioni possono generare difetti sul polimero che si sta producendo o sui manufatti che sono direttamente collegati all’estrusore.
L’articolo non si dovrebbe rivolge agli addetti della produzione, che probabilmente conoscono bene i comportamenti del polimero in transito nell’estrusore, ma principalmente agli addetti alle vendite dei prodotti finiti in plastica o dei polimeri riciclati.
Conoscere le fasi di produzione e la criticità che possono rappresentare, è un bagaglio culturale tecnico che permette di risolvere, più velocemente e più professionalmente possibile, i problemi con i clienti in merito alla qualità.
Per fare un discorso generale possiamo prendere in considerazione gli elementi che entrano in gioco per portare a termine una fase di estrusione delle materie plastiche:
• La materia prima
• L’estrusore
• Il filtro
Materia Prima
La materia prima, in base all’utilizzo che si vuole fare dell’estrusore, può essere sotto forma di macinato o di granulo.
In entrambi i casi il materiale riciclato deve avere subito i corretti trattamenti di selezione, macinazione, deferrizazzione, lavaggio in vasca, lavaggio in centrifuga, asciugatura (eventuale densificazione per materiali leggeri).
Più le fasi preliminari che portano il semilavorato all’estrusore sono fatte bene, migliore sarà la qualità del prodotto in uscita da esso, evitando che aumentino i problemi sui prodotti finiti da realizzare.
Ogni fase preliminare non eseguita in modo corretto avrà dei risvolti negativi durante la fusione della plastica all’interno dell’estrusore, che possono essere impurità rappresentate da plastiche rigide non fondibili all’interno della massa, degradazione del materiale causata da una non corretta selezione, presenza di parti metalliche causate da un lavaggio non accurato o residui di materiali elastici non filtrabili.
Maggiore sarà la qualità attesa per la fabbricazione del prodotto, maggiore saranno le attenzioni da impiegare nelle fasi di riciclo del semilavorato, minori saranno gli spessori da realizzare sul prodotto finito, per esempio un flacone, maggiore dovrà essere la pulizia e l’omogeneità della plastica.
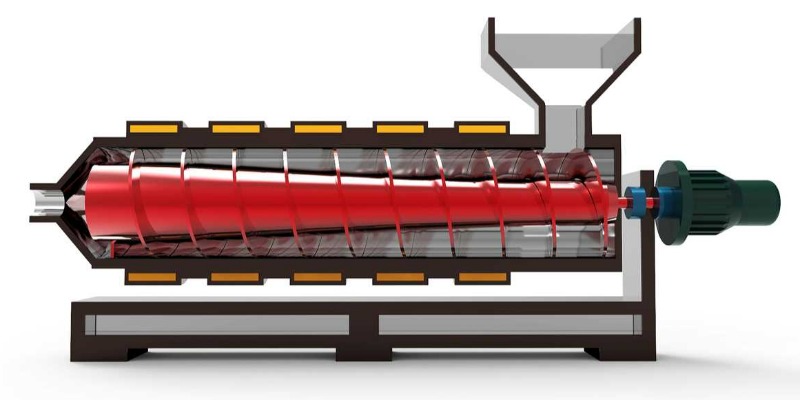
Estrusore
Una linea di estrusione, per non entrare troppo nella tecnicità dell’argomento, è formata da una tramoggia di ingresso della materia prima, un cilindro di contenimento del polimero, una o più viti di movimento, un filtro (nella maggior parte dei casi) e una testa finale.
Fin qui, ogni parte è visibile ed intuibile nel suo lavoro, ma cosa succede all’interno di queste parti?
Partiamo dalla tramoggia di carico dei polimeri che alimenteranno l’estrusore, una sorte di grande imbuto di canalizzazione con il quale alimentare l’impianto, sia utilizzando i polimeri sotto forma di palline che di macinato o densificato.
La discesa della materia prima all’interno del cilindro avviene normalmente per gravità, quindi il granulo viene attirato verso la parte bassa dell’imbuto in virtù del proprio peso, offrendo scarsa resistenza allo scivolamento.
Non sempre succede la stessa cosa per il macinato e il densificato, in quando hanno forme più spigolose e per la loro natura tendono ad aggregarsi, specialmente se non sono ben asciutti, creando qualche difficoltà nella discesa.
Una volta che la materia prima arriva all’imbocco del cilindro, entra in contatto con una o più viti, composte da elementi elicoidali che hanno lo scopo di trascinare la materia prima ancora solida lungo il cilindro e restituire alla testa, alla fine del percorso, la massa fusa di plastica per realizzare il prodotto o per creare i granuli plastici.
La zona d’ingresso dell’estrusore è sempre raffreddata con acqua, per evitare che il calore generato dalle resistenze che riscaldano il cilindro possano portare a fusione il polimero che staziona nella zona, quando l’estrusore è fermo.
Il polimero, sceso dalla tramoggia, aderisce alle pareti tra le quali si trova, quelle del filetto, del nocciolo della vite e del cilindro.
A questo punto, i granuli che aderiscono alla vite ruotano con essa e quindi non possono avanzare, mentre quelli che aderiscono al cilindro vengono spinti verso l’uscita dalla cresta del filetto che sfiora e raschia la superficie del cilindro stesso.
La conclusione è che tanto più i granuli tendono ad aderire al cilindro, e quindi a non ruotare con la vite, tanto maggiore è la spinta in avanti esercitata dai filetti, che trasferiscono la forza motrice del motore al polimero per spingerlo fuori dal cilindro.
La velocità massima di avanzamento del polimero si avrà a contatto con il cilindro sia per i granuli, in alimentazione, sia per le molecole di polimero dopo la fusione, mentre negli strati sottostanti la velocità sarà via via minore fino a essere zero a contatto con il nocciolo della vite.
Una convinzione comune rispetto al lavoro dell’estrusore è che le resistenze termiche hanno lo scopo di sciogliere la materia prima, solida, lungo il percorso di attraversamento del cilindro fino alla sua uscita in testa.
Questo non è del tutto vero, in quanto le resistenze intervengono principalmente nella fase iniziale del contatto tra la materia prima in ingresso dalla tramoggia con la vite. Nella fase successiva la forza che il motore imprime alla vite, la quale ruotando crea attrito tra la materia prima e il cilindro, realizzano il calore necessario alla fusione del materiale.
Il comportamento del volume della massa plastica all’interno del cilindro, in corrispondenza della vite, cambia man mano che percorre l’estrusore. Infatti da quando inizia la fusione, la quantità di solido che si trova tra i due filetti è sempre inferiore a quella che c’è tra i due filetti precedenti.
L’avanzamento del fuso è quindi determinato, sia dalla spinta meccanica dei filetti della vite, ma anche per differenza di pressione che si crea all’interno del cilindro, facilitando la spinta verso l’esterno del polimero fuso in virtù di una minore pressione.
La zona di trasporto del fuso può assumere ulteriore importanza quando si richiedono all’estrusore anche delle diverse prestazioni, oltre a quella di fondere, come ad esempio la miscelazione del polimero. A tal fine il tratto finale della vite può essere modificato per migliorare la miscelazione dell’estruso.
Filtro
Lavorando con i polimeri riciclati non sempre si conosce la qualità di preparazione dei granuli che dovrebbero entrare nell’estrusore o dei macinati o dei densificati, quindi, inserire in un estrusore un polimero riciclato senza premunirsi di effettuare un’operazione di filtraggio può essere pericoloso.
Un tempo i filtri erano costituiti da un disco forato sul quale si montavano delle reti in metallo, che avevano lo scopo di filtrare ed eliminare eventuali impurità presenti nel fuso. Le reti, in numero e con diametri delle maglie variabili, erano montate alla fine del cilindro su flange e costituivano un modo per migliorare la qualità del polimero.
La presenza del filtro causa però un aumento della pressione alla fine della vite, pari alla perdita di carico che serve per far passare il fuso attraverso il filtro.
La variazione di pressione è dovuta al fatto che man mano che le reti si intasano aumenta la pressione in testa e, quindi, sale il riflusso nella vite. L’aumento di pressione fa sì che la vite chieda più lavoro al motore per spingere la stessa quantità di materiale fuori dalla filiera e, poiché il maggiore lavoro della vite si trasforma in calore trasferito al polimero, la temperatura del fuso in uscita sarà maggiore e la viscosità minore di quando non c’è il filtro.
L’aumento della temperatura per periodi prolungati può causare la degradazione del polimero, con conseguenze negative sulla produzione di prodotto. Ed è per questo motivo che oggi esistono nuovi cambia filtri automatici che regolano questa delicata fase.
Categoria: notizie - tecnica - plastica - riciclo - estrusione