







Le componenti caratteriali dei managers, a tutti i livelli, sono fondamentali per la buona salute dell’aziendadi Marco ArezioIn una realtà imprenditoriale moderna ed efficiente, di qualsiasi dimensione essa sia, la componente umana fa sempre la differenza. Questa situazione non appare, solitamente, nella breve vita delle aziende, dove la tecnologia e i mezzi di comunicazioni digitali assicurano una parte importante del successo delle attività, ma se consideriamo un arco di tempo più ampio, in cui la concorrenza ha un certo equilibrio in campo, entrano in gioco le risorse umane a fare la differenza. Una volta acquisita una certa posizione nel mercato, ci si deve confrontare con le altre realtà imprenditoriali, cercando di rimanere il più a lungo possibile in una situazione di relativa competitività e sopravvivenza aziendale. Le risorse umane, attraverso le loro catene di comando, portano motivazioni, idee, impegno, dedizione e forza al marchio, imprimendo piccoli ma costanti scostamenti di posizione tra azienda e azienda. Questi piccoli successi o insuccessi sono determinati dalla qualità dei componenti dei team aziendali che, attraverso il loro impegno, la loro capacità e il loro singolo carattere, determineranno miglioramenti o peggioramenti delle posizioni sul mercato. Il carattere dei managers gioca un ruolo fondamentale, a tutti i livelli di comando, non solo quelli apicali, ma molto spesso, quelli intermedi, hanno un ruolo fondamentale. I teams di lavoro hanno leaders che devono saper indirizzare i componenti, spronarli, consigliarli e buttarsi nella mischia con loro, mantenendo la leadership, creando un clima positivo e carismatico che galvanizza il lavoro. Deve saper premiare e punire, con la giusta moderazione ed imparzialità, i componenti del team senza eccedere in favoritismi o perdoni eccessivi, così da dare un’immagine equidistante del suo lavoro e sottolineando l’importanza del gruppo prima che del singolo. Questa azione sottintende un carattere del manager sicuro e risoluto, flessibile ma imparziale, determinato ed indipendente, che ha ben chiaro quali siano gli obbiettivi che gli sono stati affidati dall’azienda. Ma cosa succede se in una posizione di leader troviamo una persona poco sicura di sé? Il primo problema da affrontare è la sua necessità di continue conferme della legittimazione sua posizione, sia nei confronti dei superiori che delle persone che dal lui dipendono. Se nel primo caso, a volte è meno impattante, invece, la ricerca di conferme tra i collaboratori che deve dirigere crea una commistione di ruoli e un indebolimento della sua posizione. Il leader insicuro ha bisogno di un gruppo di collaboratori che lo elogino, che lo rassicurino, che lo facciano sentire al centro del progetto e che colmino quella sua mancanza di sicurezza. Questa situazione però, spesso spacca i gruppi di lavoro, in quanto ci sono collaboratori che si aspettano di essere guidati e protetti dal manager e non il contrario, mettendo in cattiva luce chi crea un rapporto di eccessiva confidenza con i leaders. Inoltre, capita spesso che durante le difficoltà a raggiungere gli obbiettivi previsti dall’azienda, questa punti il dito sul leader del gruppo che, per tutelarsi, non proteggerà l’intero team, ma potrebbe scaricare le colpe verso quella parte di persone che non lo sostengono apertamente come lui vorrebbe. Qui scatta il meccanismo contrario per cui il leader cerca di difendersi, assecondando i suoi superiori, al fine di salvaguardare la sua posizione a discapito degli altri. Passata la tempesta il manager insicuro metterà, probabilmente, al margine le persone a lui non favorevoli, puntando solo su chi lo sostiene, in quanto, spesso, rimane una persona rancorosa, che vorrebbe avere un appoggio esteso ed incondizionato che lo rassicurasse. Si creeranno rapporti ambigui, non sinceri, piccole vendette, un certo lassismo, una strisciante rassegnazione a fare il minimo indispensabile da una parte del team, creando inefficienza, perdita di competitività e valore aziendale. Per superare questi rapporti dolorosi e inefficienti per l’azienda è necessario creare gruppi di lavoro o di ascolto, in cui vengano mischiate le risorse umane, seguiti da leaders che abbiano competenza con la gestione delle risorse umane o abbiano una estrazione di carattere psicologica e relazionare, in modo da liberare le persone, attraverso il confronto su altri temi, della paura di venire allo scoperto. Questo serve per indagare i lati positivi e quelli negativi o pericolosi che aleggiano nei gruppi di lavoro dell’azienda, in modo da raccogliere le maggiori informazioni possibili, confrontarle, incrociarle e intervenire.
SCOPRI DI PIU'
La diversificazione industriale delle aziende che sono vissute da sempre sull’estrazione, raffinazione e distribuzione dei derivati del petrolio, sta correndo velocemente quasi forse una competizione. Abbiamo seguito da vicino gli investimenti di Total nel campo delle energie rinnovabili a livello mondiale, di Enel in diversi paesi, mentre oggi vediamo le nuove iniziative di Eni in Spagna nel campo del settore fotovoltaico.Infatti, Eni ha riferito attraverso un comunicato stampa che ha siglato un accordo con X-Elio per l’acquisizione di tre progetti fotovoltaici nel sud della Spagna per una capacità complessiva di 140 MW. Eni e X-Elio hanno inoltre avviato le discussioni per una collaborazione strategica tra le due aziende per lo sviluppo di progetti di energia verde in Spagna, dove Eni punta a una crescita pari a 1 GW nei prossimi 5 anni, contribuendo al raggiungimento dell’obiettivo di 5GW di capacità installata da rinnovabili entro il 2025. X-Elio è tra i leader nell’ambito di progetti di energia rinnovabile a livello globale con una presenza importante in Spagna, dove ha sviluppato e costruito progetti da oltre 1 GW. L’azienda attualmente ha nel paese progetti da 250 MW in fase di costruzione, un accordo a lungo termine per l’acquisto di elettricità (PPA) da oltre 650 MW, e oltre 1,5 GW in fase di sviluppo. In base all’intesa, il trasferimento dei progetti sarà soggetto alle consuete autorizzazioni, a partire dal secondo semestre del 2021. Eni sarà responsabile della realizzazione degli impianti e della commercializzazione dell'energia elettrica. Claudio Descalzi, Amministratore Delegato di Eni, ha dichiarato: “Questa iniziativa rafforza in modo significativo la presenza di Eni nel mercato spagnolo con un grande investimento nel campo delle energie rinnovabili e integra i business dell’azienda già esistenti nella regione. Lo sviluppo di progetti fotovoltaici è in linea con la nostra strategia a sostegno della transizione energetica ed è un elemento chiave dell’impegno dell’azienda verso una riduzione delle emissioni di CO2. Questa acquisizione, inoltre, consentirà di sfruttare future sinergie con il business luce & gas retail“. Questo accordo si aggiunge a quello siglato recentemente da Eni gas e luce, società controllata al 100% da Eni, con il Grupo Pitma per l’acquisizione del 100% di Aldro Energía Y Soluciones S.L., attiva in Spagna e Portogallo nel mercato della vendita di energia elettrica, gas e servizi a clienti residenziali e grandi, piccole e medie imprese. Eni inoltre sta per finalizzare gli accordi relativi alla risoluzione amichevole delle controversie relative a Union Fenosa Gas, a valle dei quali Eni entrerà direttamente nelle attività di vendita di gas naturale in Spagna ai clienti del settore industriale, grossisti e termoelettrico, rafforzando la sua presenza nel mercato europeo del gas.
SCOPRI DI PIU'
Quali sono le caratteristiche delle linnee di trasporto dei fluidi in una produzione industriale di Marco ArezioUna produzione industriale ha, normalmente, la necessità di essere supportata da una serie di fluidi, come l’acqua, l’aria compressa o il vapore.Per poter trasportare i diversi fluidi necessari al funzionamento degli impianti di produzione, bisogna poter contare su tubazioni progettate in base al fluido che dovranno contenere, la distanza del trasporto, il loro diametro e la pressione di lavoro. In questo articolo affrontiamo gli elementi che costituiscono una rete di distribuzione industriale dei fluidi e cosa dobbiamo tenere in considerazione per scegliere i migliori materiali adatti allo scopo. Una rete di tubi per il trasporto dei fluidi industriali può rientrare nella voce delle reti di servizio alla produzione e, per questo motivo, la loro installazione e manutenzione deve essere considerato nei costi degli impianti e in quelli di manutenzione. Quindi, è importante progettare, realizzare ed installare la miglior rete di tubature possibili, in modo da minimizzare i costi generali ed aumentarne la durata nel tempo. Infatti, è sempre utile prevedere un sovradimensionamento, ma con attenzione, della linea e degli elementi che sono a supporto, in quanto potrebbe essere necessario, in futuro, un aumento del fabbisogno di fluidi richiesto da un possibile incremento dei volumi di produzione, senza dover rifare le linee di trasporto. Gli elementi che costituiscono una linea di trasporto della fluida sono costituiti dai seguenti prodotti: • Tubi • Elementi di raccordo • Accessori In primo luogo possiamo dire che le linee di servizio alla produzione dovrebbero essere visibili e di facile accesso, in modo da poter svolgere le eventuali riparazioni o ispezioni, in modo veloce ed agevole, senza pregiudicare i tempi della produzione. Inoltre, ogni linea deve essere ben riconoscibile in base al flusso che in essa scorre, infatti, i dati che indicano la natura del fluido possono essere riportati sui tubi, in varie forme, quali il nome per esteso, l’abbreviazione o la formula chimica. Per le tubazioni convoglianti fluidi pericolosi, oltre al colore di base, deve essere presente il simbolo di pericolo e il nome o la formula del fluido. Occorre, infine, tenere presente che le tubazioni e tutti i componenti devono essere installati in modo da: • non intralciare il transito • non occupare spazi di lavoro • non essere danneggiati da mezzi di trasporto • non costituire barriera alla diffusione della luce naturale Scelta dei tubi da installare I materiali più comuni che compongono i tubi, utilizzati nelle linee di trasporto dei fluidi in produzione, sono la plastica, il rame, l’acciaio, la ghisa e, misura minore, il calcestruzzo. Per la scelta di una tipologia piuttosto che un’altra, deve essere considerato il tipo di fluido da trasportare, la pressione all’interno del tubo, la temperatura di esercizio, l’aggressività del fluido sulla linea e alcune considerazioni ambientali dello stabilimento, come l’umidità, il calore e l’aggressività di componenti esterni. Inoltre, influisce sulla scelta del tubo, in merito al fluido da trasportare, la filettatura o la saldatura delle giunzioni tra i tubi stessi, che dovrà tenere in considerazione le caratteristiche generali del fluido. Una volta scelto il materiale ed il tipo giuntura più adatta, viene determinato il diametro e lo spessore del tubo. Il diametro viene determinato in base alla portata del fluido da convogliare, tenendo conto di bilanciare economicamente i costi di installazione, crescenti al crescere del diametro delle tubazioni. Tubi in acciaio I tubi in acciaio sono, di gran lunga, la tipologia più usata nelle linee di produzione e vengono classificati in base al loro impiego: • Tubi filettabili • Tubi commerciali • Tubi per applicazioni meccaniche • Tubi per condotte • Tubi speciali • Tubi zincati I tubi in acciaio sono impiegati per il trasporto dei liquidi, anche in presenza di alte temperature, di gas, di sostanze non alterabili e di pressione. Tubi in ghisa I tubi di ghisa sferoidale sono ottenuti per centrifugazione e sono normalmente dotati di giunto a bicchiere con guarnizione in elastomero, oppure per particolari applicazioni, sono disponibili in versione flangiata. Vengono impiegati, normalmente, nel trasporto delle acque nere o del gas, attraverso degli appositi strati di rivestimento in base alla tipologia di fluido da contenere. Tubi in rame I tubi in rame sono caratterizzati da una conducibilità elettrica e termica elevatissime, superate solo da quelle dell'argento, inoltre il rame è molto resistente alla corrosione e non è magnetico. Vengono impiegati per trasportare l’acqua potabile, il gas combustibili, i gas medicali, l’acqua per il riscaldamento e i fluidi per condizionamento e refrigerazione. Infatti, il rame è impermeabile ai gas, facilmente piegabile, resiste alla corrosione e non invecchia se esposto alla radiazione solare. Tubi in plastica I tubi in plastica hanno avuto una veloce diffusione negli ultimi decenni, impiegandoli per il trasporto di liquidi e dei gas, in quanto possiedono una buona resistenza alla corrosione da parte degli agenti chimici, sono leggeri. flessibili e hanno ottime proprietà dielettriche. Grazie a tali caratteristiche, i tubi in plastica hanno trovato applicazione anche per il convogliamento (in pressione e per gravita) delle acque reflue inquinate. Per contro, quelli in PVC, per esempio, non sono adatti per pressioni di esercizio superiori a 16 bar e per temperature superiori a 60 °C o per frequenti variazioni di temperatura. Infine subiscono un sensibile invecchiamento (che li rende fragili) se sono sottoposti all’esposizione prolungata della luce e frequenti sbalzi termici. I principali materiali di cui sono costituiti i tubi di materiale polimerico sono: • Polipropilene (PP) • Polietilene (PE) • Policloruro di vinile (PVC) • Plastici rinforzati con fibre di vetro (PRFV) Un altro vantaggio molto importante delle tubature realizzate con i polimeri plastici è la loro notevole durata, specialmente quelli prodotti in PVC, che può raggiungere anche i 50 anni di esercizio se conservati e protetti in modo idoneo. Dilatazioni termiche La presenza di calore nella linea deve far riflettere, non solo sulla tipologia di materia prima da utilizzare per i tubi, ma anche sui comportamenti che queste materie prime possono avere durante le variazioni di temperatura in funzione della lunghezza della linea stessa. Non solo sono da tener presente, al fine della corretta progettazione dei tubi, le temperature di esercizio e di picco, ma anche gli sbalzi termici che possono avvenire tra parti di impianti più freddi e altri più caldi. Inoltre, in una tubazione rettilinea di diametro contenuto, l’allungamento può comportare una flessione (carico di punta) in grado di sollecitare pericolosamente le flange di collegamento della tubazione alle apparecchiature. Categoria: notizie - tecnica - produzione - linee di tubazioni
SCOPRI DI PIU'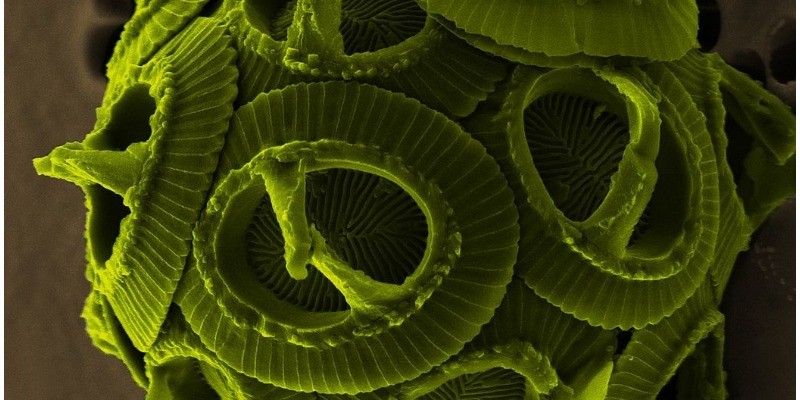
La coltivazione di alghe necessarie per la creazione di un calcestruzzo ad emissioni zero, attraverso il calcare biogenicodi Marco ArezioIl mondo del cemento e del calcestruzzo è da tempo in fermento per creare nuovi impasti carbon free, non incidenti sulle risorse naturali normalmente prelevate dalle cave. Si sono sperimentate ricette con una percentuale di rifiuti edili provenienti dal riciclo dei materiali delle ristrutturazioni e demolizioni, impasti con percentuali variabili di rifiuti plastici non riciclabili e impasti con scarti provenienti dagli inceneritori dei rifiuti e delle acciaierie. Tutte le ricette sono finalizzate alla migliore gestione dei rifiuti nell’ambito dell’economia circolare, la quale promuove ogni azione indirizzata al riciclo degli scarti che produciamo, la riduzione del prelevamento di materie prime naturali e la riduzione dei rifiuti non riciclabili. Un altro capitolo di sostenibilità è stato aperto, per ora in maniera sperimentale, dall’Università del Colorado, che sta studiando la possibilità di utilizzare delle alghe per la produzione del calcare biogenetico per la produzione di cemento, malte e calcestruzzi bio. L’Università ha creato una coltivazione di Coccolitofori, alghe monocellulari appartenenti alla famiglia delle Aptofite, che hanno la caratteristica di essere ricoperte di scaglie di carbonato di calcio. La presenza di questo elemento nelle alghe può essere la chiave del suo utilizzo nella sostituzione dell’elemento naturale negli impasti cementizi. Infatti il calcare che, per mezzo della fotosintesi le alghe producono naturalmente, può essere compatibile con quello naturale, dando vita ad un componente dell’impasto non solo ad emissioni zero, ma addirittura negative, in quanto le Coccolitofori assorbono CO2 durante la loro vita. Infatti, si può parlare di calcestruzzo o cemento carbon neutral perché l'anidride carbonica rilasciata nell'atmosfera, quando viene bruciata per produrre cemento, è uguale a quella che le microalghe hanno estratto dall'atmosfera durante la sua crescita. Invece si può parlare di cemento o calcestruzzo carbon negativo, se il calcare naturale utilizzato nelle miscele viene sostituito integralmente da quello proveniente dalle alghe, infatti, durante la loro vita hanno assorbito la CO2 nell’ambiente e non è necessario emetterne altra per la sua produzione. Secondo gli studiosi dell’Università l’adozione su larga scala di questa teoria farebbe risparmiare al pianeta circa due gigatonnelate di CO2 emessa all’anno e il sequestro di 250 milioni di tonnellate. I ricercatori Americani stimano che con 500.000 o 1.000.000 di ettari di stagni aperti negli Stati Uniti, il paese potrebbe realizzare abbastanza carbonato di calcio per produrre tutto il cemento di cui ha bisogno. Categoria: notizie - edilizia - economia circolare - riciclo - bio calcestruzzo - bio cemento
SCOPRI DI PIU'
Come risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco Arezio La richiesta di HDPE rigenerato per soffiaggio ha avuto una forte impennata negli ultimi anni, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga.Categoria: notizie - tecnica - plastica - riciclo - HDPE - post consumo - flaconi
SCOPRI DI PIU'