






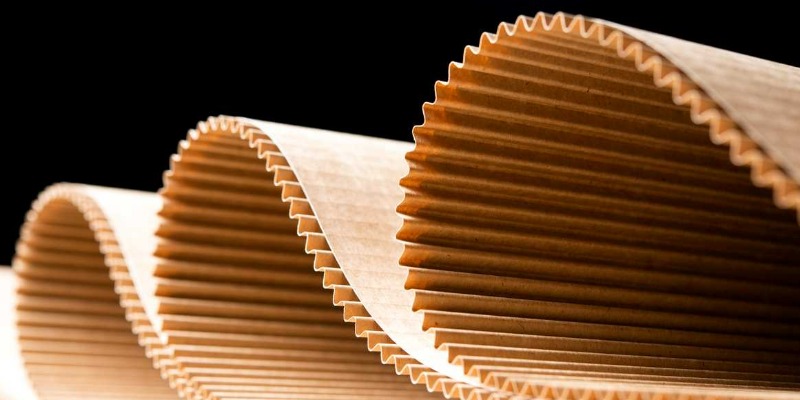
La scatola di cartone ondulato riciclato è un imballo che è sottoposto a molti tests prima di arrivare fino a noi. Vediamolidi Marco ArezioNel packaging moderno le scatole in cartone riciclato hanno preso uno spazio nel mercato molto importante, sono economiche, protettive, sostenibili, facili da produrre, stampabili e riutilizzabili. Inoltre, considerando che per ogni 100 kg. di materia prima utilizzata per fabbricare il cartone ondulato più del 50% è composto da materiale riciclato, l’approvvigionamento delle materie prime è meno complicato che in altri settori. L’utilizzo di una quota così elevata di cartone riciclato è reso possibile anche dal progresso degli impianti di lavorazione del macero, che permettono di recuperare e selezionare una percentuale elevata di fibre, eliminare i contaminanti ed effettuare trattamenti per ottenere prestazioni di qualità. Ma per produrre una scatola in cartone ondulato di qualità dobbiamo risalire la filiera, controllando la carta utilizzata ed effettuare delle prove di laboratorio, che ci indichino le caratteristiche fisiche per il prodotto che utilizziamo come imballo. Tra le prove principali troviamo: • Grammatura • Resistenza alla compressione • Resistenza allo scoppio • Resistenza alla compressione in piano • Assorbimento dell’acqua Cobb • Permeabilità all’aria • Resistenza alla delaminazione • Resistenza alla trazione • Rigidità a trazione Non tutti i tests saranno effettuati in modo uniforme su tutte le tipologie di cartoni ondulati, ma si utilizzeranno alcuni sistemi di controllo in base alla tipologia di imballo e a cosa conterranno. Per quanto riguarda le scatole di cartone ondulato, destinate all’immagazzinamento della merce, un test molto importante riguarda la resistenza a compressione verticale, che esprime la portanza degli imballi accatastati. La prova viene eseguita secondo metodo Fefco n° 50, che consente di mettere in relazione il progetto della scatola in cartone ondulato in funzione dell’accatastamento, ovvero del peso del contenuto, dell’altezza di accatastamento e di un fattore di sicurezza (Ct). La prova di resistenza alla compressione sul cartone ondulato si esegue con le onde orientate perpendicolarmente al piano delle piastre e si applica a tutti i tipi di cartone ondulato. Dovendo utilizzare le scatole per la logistica è inoltre importante verificare la prova della contenibilità degli oggetti, la resistenza alle vibrazioni e alle cadute. Queste prove sono propedeutiche per capire la resistenza della scatola alle sollecitazioni e agli eventuali urti imposti durante il trasporto e quale grado di protezione la stessa può dare ai prodotti contenuti. Inoltre, essendo le scatole composte da cartone ondulato igroscopico, è importante effettuare la prova di assorbimento dell’acqua Cobb, infatti, questo il metodo esprime, in g/m2, la quantità di acqua distillata assorbita da un provino di carta sottoposta a una pressione di colonna d’acqua di 1 cm in un determinato tempo. Come abbiamo capito anche le scatole di cartone ondulato, alle quali non diamo molta considerazione quando ci arriva un pacco, sono degli imballi pensati per proteggere nel migliore dei modi i nostri acquisti, al prezzo più contenuto possibile e, cosa non trascurabile, in modo ecologico e sostenibile. Categoria: notizie - carta - economia circolare - riciclo - rifiuti - packaging
SCOPRI DI PIU'
VO2 – è l’abbreviazione chimica del biossido di vanadio metallico, un super metallo che conduce elettricità ma non il calore, che apre nuove applicazioni di Marco ArezioIl biossido di vanadio metallico (definito come il metallo che conduce elettricità) non è un composto scoperto di recente, in quanto la sua conoscenza è da attribuire al mineralogista Andrés Manuel che nel 1801, a città del Messico, lo classificò come sale di piombo e non come elemento chimico. Fù solo nel 1830 che lo svedese Sefstrom lo riconobbe come elemento, dandogli poi il nome di Vinadio, ispirandosi alla dea Scandiva della bellezza, in relazione alle colorazioni che il composto aveva. Ma bisognò aspettare fino al 1869 quando l’inglese Roscoe realizzò il metallo riducendo il cloruro di vanadio attraverso l’idrogeno. Negli ultimi anni si è riaccesa l’attenzione per questo composto in quanto si è studiato, in modo più scientifico e con apparecchiature di ricerca più moderne, il principio di trasmissione dell’elettricità attraverso il metallo e della sua scarsa trasmissione del calore. I due fattori sono sempre stati legati e regolati dalla legge Wiedemann-Franz, che afferma che i conduttori di elettricità sono normalmente anche conduttori di calore, cosa che si evince quando si usa un elettrodomestico, notando il riscaldamento dell’apparecchio in prossimità del motore suo elettrico. Attraverso gli studi di un team di ricercatori americani si è potuto stabilire scientificamente come il biossido di titanio metallico non rispetti questa teoria, in quanto ha la capacità di passare da un isolante ad un elemento conduttivo a determinate temperature. Lo studio si è concentrato sulle implicazioni che potrebbe portare questa nuova conoscenza nel comportamento elettronico dei conduttori. Le conoscenze che si hanno nel campo dei conduttori sono rimesse in parte in discussione da questo nuovo composto, ma soprattutto si sono aperti nuovi scenari di impiego che potrebbero essere molto utili. Pensiamo alla possibile conversione del calore disperso dei motori elettrici in elettricità o migliorare l’isolamento termico degli infissi. Infatti, la caratteristica del biossido di vanadio è quella di diventare conduttore a temperature superiori a quelle dell’ambiente, perciò si è voluto analizzare il principio secondo cui gli elettroni si muovono all’interno del reticolo cristallino del prodotto, verificandone anche la quantità di calore prodotto. Questo test ha potuto dimostrare che la conducibilità termica degli elettroni nel composto fosse di circa 10 volte più bassa rispetto a quello che la legge Wiedemann-Franz avrebbe previsto. Ulteriori tests sono stati fatti con lo scopo di capire quali e quanti materiali si possano unire al biossido di vanadio per modificare la quantità di calore e di elettricità che, il nuovo composto ottenuto, potrebbe esprimere. Nelle possibili nuove applicazioni che si possono immaginare attraverso l’uso di questo prodotto, c’è da tenere presente che il biossido di vanadio ha la caratteristica di essere trasparente fino ad una temperatura di circa 85° e riflettendo la luce infrarossa a dai 140°. Nel campo della costruzione di edifici, che tengano in considerazione il risparmio energetico, l’emissione contenuta di C02 e il risparmio di corrente, si può ipotizzare di utilizzare il biossido di vanadio per il rivestimento di infissi dove l’alta conduttività termica sarà apprezzata d’estate, in quanto terrà freschi gli ambienti e la bassa conduttività termica, in presenza delle basse temperature, aiuterà l’isolamento degli edifici.Categoria: notizie - tecnica - metalli - riciclo
SCOPRI DI PIU'
I polimeri plastici non solo sono ottimi isolanti elettrici ma possono essere anche conduttoridi Marco ArezioE’ universalmente risaputo che, normalmente, gli oggetti realizzati con i polimeri plastici sono degli ottimi isolanti elettrici, tanto che in presenza di apparecchi o accessori in cui vi sia la presenza di un passaggio di elettricità, possiamo facilmente trovare un elemento in plastica. Per isolamento elettrico di un corpo in plastica si intende la sua capacità, di ridurre drasticamente o bloccare completamente il passaggio di una corrente elettrica all’interno della sua massa, evitando il pericolo alle persone o alle cose. Per questo motivo troviamo molti oggetti come gli interruttori, cavi elettrici, impianti di illuminazione e circuiti stampati in cui vi è la presenza di elementi in plastica. Per determinare il grado di isolamento elettrico o la sua capacità di inibire il passaggio della corrente, si usa un parametro chiamato CTI (Comparative Tracking Index), ottenibile attraverso uno specifico test, che fornisce una valutazione della resistenza all’isolamento elettrico di un materiale alle scariche superficiali. Di contro, può anche essere necessario che questo flusso di corrente elettrica, che normalmente viene impedito dai materiali plastici, debba passare in modo controllato, attraverso il corpo polimerico, con lo scopo, per esempio, di ridurre le cariche elettrostatiche, per schermare parti in plastica dalle onde elettromagnetiche, per produrre elettrodi, diodi luminosi e molti altri prodotti. Per fare questo è necessario affidarsi a polimeri, che per loro natura o formulazione, possano permettere il passaggio di elettricità, mantenendo invariate le altre caratteristiche chimico-fisiche tipiche delle materie plastiche. Per creare o potenziare i compound termoplastici conduttori ci si affida a specifiche cariche o degli agenti di rinforzo che conducono l’elettricità, creando appunto, un polimero conduttore. Lo studio dei polimeri conduttori ha dovuto bilanciare, nel tempo, le caratteristiche di conducibilità elettrica con quelle di lavorabilità e produttività degli elementi, fattori che a volte erano in aperto contrasto tra loro. Infatti, i primi polimeri conduttori erano insolubili e fondevano con difficoltà, portando così la ricerca a trovare il giusto equilibrio tra solubilità, caratteristiche termiche di fusione e conducibilità elettrica. Il principio della conducibilità elettrica si basa sull’inserimento, nelle miscele, di donatori o accettori di elettroni, atomi o molecole, che cedono o accettano elettroni aumentandone notevolmente la mobilità. In virtù di questa elevata mobilità, si ritrovano dei singoli elettroni liberi, cioè non legati al corpo dell’atomo, che scivolando sulle molecole trasportando la carica elettrica. Un’altra caratteristica dei polimeri conduttori è l’elettroluminescenza, intesa come la capacità di emettere luce quando viene applicata una tensione elettrica, permettendo lo sviluppo di diodi organici che emettono luce, definiti OLED (Organic Light Emitting Dios). I principali polimeri conduttori sono: - Poliacetilene (PAC)- Polifenilene - Poliparafenilvinilene (PPV) - Polieteroaromatici - Polianilina (PANI) - Polifenilenammina - Polietilendiossitiofene (PEDT) - Polietilendiossitiofene – Polistirensolfanato (PEDT – PSS) - Polifenilensolfuro (PPS) - Polifenilenbutadine (PPB) - Poliparapirridina (PPYR) - Poliparapirridinvinilene (PPYV) - Polipirrolo (PPY) - Politiofene (PT) - Polifurano (PFU) - Polietilendiossitiofene (PEDT) - Poliacene Le applicazioni più comuni sono le seguenti: - Dotazioni antistatiche - Nastri per resistenze - Fusibili - Sensori - Batterie - Condensatori elettrolitici - Strati conduttori su vetro e plastica - Strati trasparenti antistatici su pellicole fotografiche, vetro, diodi luminosi Categoria: notizie - tecnica - polimeri conduttori - luminescenza
SCOPRI DI PIU'
Vetro e Plastica non Riciclabili: c’è un’Alternativa alla Discarica?di Marco ArezioPer quanto possiamo essere virtuosi nella raccolta differenziata del vetro e della plastica, oltre che per gli altri materiali riciclabili, ci sono delle frazioni importanti, in termini quantitativi, che non possono essere riciclate con gli impianti di trattamento dei rifiuti meccanici. In attesa che la tecnologia del riciclo chimico diventi diffusa ed economica il genio umano si sta dando da fare per trovare una strada diversa ai rifiuti di vetro e di plastica, misti a volte a carta e organico, che non possono essere avviati agli impianti di riciclo. La causa di questi rifiuti dei rifiuti può dipendere da una selezione domestica non corretta o dagli imballi composti con materiali non compatibili con il riciclo, per cui una frazione di vetro e di plastica, durante la raccolta, viene scartata per essere avviata alla discarica o, per la plastica, all’incenerimento. Sembrano piccoli numeri ma se consideriamo che, per motivi vari, la percentuale di rifiuti riciclati nel mondo non supera il 10% di quelli prodotti, ci rendiamo conto di quanto possa essere importante ed imminente trovare soluzioni alternative. Un impianto di produzione di conglomerato bituminoso Australiano, oltre alle ricette di bitumi “green” che contemplavano già l’uso di plastica di scarto non riciclabile, ha trovato una soluzione per utilizzare lo scarto del vetro che andrebbe in discarica. L’obbiettivo dell’impianto è utilizzare, a parziale sostituzione della sabbia dei composti bituminosi, la polvere di vetro per creare ricette che abbiamo delle caratteristiche tecniche elevate in un’ottica di sostenibilità ambientale. La produzione utilizza circa 4 milioni di confezioni di vetro di scarto al giorno, producendo 800 tonnellate di sabbia con alte proprietà tecniche evitando lo sversamento in discarica di materiali preziosi. L’impianto di produzione non è in grado solo di riciclare la plastica e il vetro che andrebbero interrate, ma riceve anche lo scarto dell’asfalto esausto che viene fresato e asportato dalle strade, successivamente riciclato in azienda e riformulato con altri materiali di scaro, producendo circa 500.000 tonnellate di asfalto verde ogni anno. Se consideriamo il processo di escavazione della sabbia dalle cave o dai letti dei fiumi per la produzione di asfalti stradali, ci rendiamo conto di quante risorse naturali, carburanti per il trasporto (con una elevata quantità di CO2 emessa) consumiamo ogni anno, che vanno ad incidere negativamente sul consumo della terra e l’aumento dell’impronta carbonica. L’attenzione all’economia circolare da parte degli enti preposti ad assegnare gli appalti per l’asfaltatura delle strade, richiede sempre più miscele bituminose per l’asfalto che contengano una quantità importante di rifiuti trattati, creando nello stesso tempo ricette non solo sostenibili ma anche con performace qualitative migliori.Categoria: notizie - plastica - economia circolare - rifiuti - vetro Vedi maggiori informazioni sul riciclo
SCOPRI DI PIU'
Vantaggi e svantaggi nel soffiaggio dei flaconi con il granulo riciclato in HDPE caricato Talco o Carbonato di Calcio di Marco ArezioLa produzione di flaconi, monostrato in HDPE, è sempre stata di competenza del polimero vergine fino a qualche anno fa, con il quale si realizzavano colori, spessori, finiture, profumazioni e forme senza preoccuparsi troppo del rapporto polimero-soffiatrice. L’avvento dell’HDPE riciclato nel mondo del soffiaggio è stato graduale e abbastanza complicato, in quanto vigeva una certa diffidenza sull’impiego dell’rHDPE, motivata da ipotetici dubbi sulle resistenze meccaniche, sulla qualità delle superfici, sulla tenuta del manico, sull’odore dell’imballo soffiato, sulla realizzazione dei colori e della trasparenza per vedere i liquidi all’interno, sulla tenuta delle saldature, sulle micro forature delle superfici, sulla reperibilità del materiale e sulla differenza esigua del prezzo rispetto alla materia prima vergine. Tutte obbiezioni lecite per chi era abituato ad usare il polimero vergine, ma molte di esse erano preconcetti generali sul materiale riciclato, che era ancora visto come sinonimo di minor qualità generale. Non c’è dubbio che i primi anni in cui è arrivato sul mercato l’HDPE riciclato in granuli per soffiaggio, la qualità degli impianti di riciclo e selezione attribuivano alla materia prima alcuni limiti oggettivi. Le maggiori criticità erano legate ad alcuni fattori tecnici: • Impurità contenute nel granulo • Presenza eccessiva di PP • Presenza di umidità residua • Odore persistente • Colore difficilmente gestibile Non ci addentriamo su come il settore del riciclo ha tecnicamente, negli anni, risolto le problematiche esposte, riuscendo a creare un granulo in HDPE riciclato che è paragonabile, dal punto delle prestazioni generali, molte volte a quello vergine. Forse, in alcuni casi e con alcune macchine, la questione dello spessore del flacone, è ancora un argomento aperto, in quanto, a volte, può essere necessario un incremento dello spessore utilizzando l’rHDPE rispetto a quello di prima scelta. Il motivo per cui a volte può essere necessario, dipende da molti fattori, come la conformazione e la dimensione del flacone, la macchina per il soffiaggio che si usa, la qualità del granulo riciclato, elementi tutti necessari per raggiungere un corretto rapporto, tra la resistenza a compressione del flacone e il peso che grava su di esso una volta inserito in un bancale verticale. E’ possibile ovviare a questo inconveniente, dopo aver verificato e risolto le problematiche precedenti, attraverso l’uso di cariche minerali come il talco o il carbonato di calcio. La funzione delle cariche minerali è quella di aumentare la resistenza a compressione verticale del flacone, senza dover aumentare il suo spessore, attraverso l’uso di percentuali che non superano solitamente il 10-15%, in funzione della dimensione del prodotto da realizzare. Si noti, impegnando granuli caricati, che il flacone gode di vantaggi relativi alla resistenza al carico e alla torsione, migliorando quindi la trasportabilità e l’economicità in fase produttiva. Esistono però, a dire il vero, alcune informazioni da tenere ben presente quando si decide di operare attraverso il soffiaggio con un granulo in rHDPE caricato con talco o caco3: • Le viti della soffiatrice devono essere pulite spesso, in quanto le prime fasi dell’utilizzo di una miscela abrasiva, come l’HDPE caricato, facilita il trasporto di contaminazioni presenti nella macchina di soffiaggio con la possibilità di creare buchi nel flacone. • La presenza di cariche minerali può influire sulla trasparenza, o semi trasparenza, del prodotto. • La creazione di colori deve tenere conto di un possibile risultato cromatico differente rispetto ad un rHDPE senza cariche. • La presenza di PP, anche in percentuale basse, in un granulo caricato, riduce ulteriormente la capacità di saldatura e di tenuta del flacone, specialmente nei manici o in punti con angoli particolari. Categoria: notizie - tecnica - plastica - riciclo - cariche minerali - flaconi - soffiaggio - HDPE
SCOPRI DI PIU'