






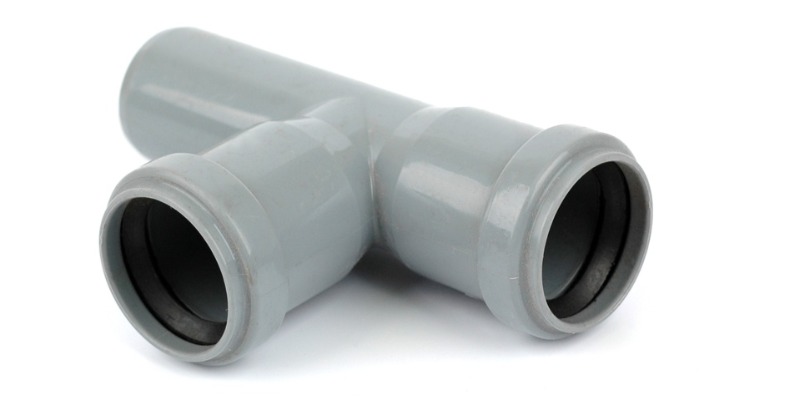
Una buona selezione dello scarto di PVC determina una migliore qualità del granulo riciclato per produrre i raccordi stampati per i tubidi Marco ArezioCome accade per la produzione dei tubi lisci per il convogliamento dell’acqua fatti con granuli in PVC riciclato, anche la produzione dei raccordi dei tubi segue delle regole di produzione consigliabili. Tubi e raccordi in PVC, adatti per far defluire le acque dagli edifici, senza pressione, hanno un buon alleato che si sta rapidamente diffondendo nel mondo. Il materiale riciclato sta prendendo sempre più piede in questo campo dando una grande mano all’economia circolare e soprattutto all’ambiente. Il riutilizzare degli scarti in PVC per trasformarli in altri prodotti, non solo crea un’indipendenza dall’industria petrolifera che, per quanto utile, è la maggiore responsabile dell’effetto serra e del prosciugamento delle risorse naturali. Ove fosse possibile, l’evitare di sostenere ulteriormente l’industria dei polimeri vergini, di derivazione petrolifera, costituirebbe di certo un grande regalo all’ambiente e quindi a noi stessi. C’è poi da considerare l’aspetto dell’inquinamento creato dai rifiuti solidi, che la società produce ad un ritmo impressionante a causa di un consumismo senza freni. Questi rifiuti, attraverso i principi dell’economia circolare, sono da riutilizzare per ridurne il loro impatto sulla nostra vita. Nel mondo della produzione dei tubi e raccordi in PVC, gli scarti hanno assunto un ruolo importante in quanto, attraverso una corretta selezione di essi, si possono estrudere tubi ed iniettare raccordi senza utilizzare il materiale vergine. Per i raccordi, che vengono realizzati in forme e diametri differenti, gioca un ruolo molto importante l’origine del materiale che vogliamo riciclare e che destineremo alla produzione dei manufatti. Ci sono alcune tipologie di rifiuti che possono essere usati per questa tipologie di prodotto: I profili dei serramenti che devono essere completamente puliti da gomme, siliconi, guarnizioni e ogni parte metallica presente nelle finestre.Le tapparelle che devono presentare la completa asportazione dei meccanismi di movimento in metalloI tubi di scarico prodotti o raccolti, devono essere macinati senza essere mischiati con altri tubi (PP-LD o HD)Carte di credito come scarti di produzioneAnime per avvolgere prodotti in carta o film plasticiManufatti per la tornitura a forma cilindrica piena o con altre forme, risultanti dallo scarto di lavorazione da materiali vergini o riciclati La scelta di utilizzare sempre materiali altamente selezionati e provenienti da una filiera che non sia quella del post consumo, garantisce un vantaggio qualitativo alla fonte e, soprattutto, si evita il pericoloso problema dell’inquinamento dei macinati da estrusione o stampaggio con altre tipologie di plastiche che non sono distinguibili ad occhio nudo. Se non si dispone di un controllo diretto dell’input del PVC in entrata, ma si acquista il macinato o il granulo finito, prima di utilizzarlo è importante poter fare un’analisi di laboratorio per capire la composizione della materia prima in entrata. Sarebbe inoltre una buona regola disporre di un piccolo estrusore da laboratorio per simulare una produzione campione, verificando i comportamenti del materiale in fase di fusione.Categoria: notizie - tecnica - plastica - riciclo - pvc
SCOPRI DI PIU'
Molti sono i fattori che influenzano la qualità di un manufatto, uno di questi è la scelta delle polveridi Marco ArezioLo stampaggio rotazionale è un processo utilizzato frequentemente per la formazione di oggetti, tramite le resine termoplastiche, che abbiamo la necessità di essere cavi. La caratteristica principale del processo è che lo stampo ruota intorno a due assi, o mutualmente perpendicolari, inoltre, rispetto allo stampaggio ad iniezione tradizionale, la materia prima, sotto forma di polvere, viene introdotta nello stampo, per poi essere riscaldato e successivamente raffreddato. Quali sono le principali differenze con il processo di stampaggio ad iniezione? Forse la più evidente è che nello stampaggio rotazionale si utilizza la materia prima sotto forma di polvere e non di granulo, inoltre la resina polimerica si trova all’interno dello stampo chiuso, e non iniettata a pressione nello stesso. In aggiunta, lo stampo, nel processo rotazionale, lavora in base alla rotazione assiale a differenza della staticità dello stampaggio a iniezione. Infine, possiamo dire che gli stampi del processo rotazionale sono più economici in quanto non hanno da considerare la pressione di iniezione. Perché si sceglie lo stampaggio rotazionale? Quando si devono produrre oggetti con una forma cava, lo stampaggio rotazionale è particolarmente indicato per la sua facilità di adattamento a tutte le forme richieste. Inoltre, in assenza di grandi pressioni all’interno dello stampo, il manufatto tende facilmente a ritirarsi e a staccarsi dopo la sua produzione, anche se gli oggetti sono di grandi dimensioni. Infine, possiamo dire, che attraverso il processo rotazionale, è possibile realizzare elementi anche molto complessi sia dal punto di vista strutturale che di design. Caratteristiche principali degli stampi per lo stampaggio rotazionale Possiamo dire che i materiali principali che costituiscono gli stampi sono: • Cast alluminio • Nichel elettroformato • Acciaio inossidabile e non Quando saremo in presenza delle necessità di una migliore uniformità nello scambio termico all’interno dello stampo, sceglieremo il cast alluminio. Se dovessimo privilegiare una fedele riproduzione delle figure potremmo scegliere gli stampi elettroformati, mentre in presenza di forme semplici e di grandi formati, possiamo optare per gli stampi in acciaio più economici. Se parliamo di spessori degli stampi possiamo dire che, normalmente, gli stampi cast in alluminio hanno spessori di 6-8 mm., mentre quelli in acciaio solo 2-3 mm. Nella progettazione dello stampo si dovrebbe sempre tenere presente quale materia prima si utilizzerà, in quanto alcuni polimeri ritirano sufficientemente facilitando l’estrazione del pezzo, altri meno, così da rendere necessario nello stampo un lieve angolo di sformo per agevolare il distaccamento del manufatto. Le fasi dello stampaggio rotazionale Come abbiamo detto in precedenza lo stampaggio rotazionale non è che uno scambio termico all’interno di uno stampo in condizioni di movimento. Le temperature durante il processo potranno variare, entro un certo range, in modo continuo durante l’intero ciclo di produzione. Nonostante queste continue variazioni di temperatura, la qualità di un manufatto si stabilisce calcolando l’esatta permanenza dello stampo all’interno del forno. Questo tempo è chiamato tempo di induzione. Possiamo quindi dire che, nella prima fase del ciclo, il tempo di induzione è quell’intervallo di riscaldamento dello stampo in cui la resina raggiunge la temperatura di fusione, che normalmente avviene attraverso l’insufflazione di aria calda. Il tempo di induzione è caratterizzato dalle seguenti variabili: • Temperatura del forno • Velocità di scambio termico • Spessore dello stampo • Temperatura di fusione della resina • Rapporto tra superficie e volume dello stampo • Coefficiente di scambio termico del materiale dello stampoLa seconda fase del ciclo, definito tempo di fusione, è il tempo necessario per fondere completamente la resina. Il tempo di fusione è caratterizzato dalle seguenti variabili: • Spessore del pezzo • Temperatura della resina e calore di fusione • Capacità di riscaldamento dello stampo • Rapporto tra la superficie dello stampo e il suo volume • Temperatura del fornoTutte queste variabili hanno un impatto significativo sul tempo di fusione e sulla qualità del pezzo che si vuole realizzare. Tuttavia, la velocità di fusione della resina può essere, in alcuni casi, incrementata innalzando la temperatura del forno, ma è importante non eccedere in questa operazione in quanto, se da una parte aumenta la produttività, dall’altro un’eccessiva permanenza del polimero nello stampo, a temperature molto alte, può portare alla sua degradazione. Scelta della polvere da utilizzare per lo stampaggio rotazionale Come abbiamo visto il tempo di fusione della resina è un fattore cruciale per il buon rendimento dello stampo e per la qualità dei pezzi da produrre. Quindi, possiamo dire che anche la dimensione delle particelle di polimero che vengono utilizzate, può influenzare il processo. Infatti una resina dimensionalmente maggiore aumenta il tempo necessario a fondere. Questo avviene a causa della diminuzione della superficie di contatto tra le particelle e le parti calde dello stampo, ma ciò normalmente non avviene se si impiega una dimensione della materia prima inferiore ai 500 micron. Al di là dell’importante parametro dimensionale delle polveri polimeriche da utilizzare, si può dire che una buona materia prima è quella che fluisce rapidamente negli angoli acuti e nelle rientranze, aderendo allo stampo e fondendo senza bolle attraverso il contributo termico. Inoltre, per esperienza, le polveri più fini vengono utilizzate per resine con MFI più bassi, al fine di ottenere una buona riproduzione superficiale, mentre l’utilizzo di un polimero con MFI alto può considerare l’utilizzo di particelle con dimensioni maggiori. Ciclo di raffreddamento dello stampo Il raffreddamento dello stampo e del manufatto può avvenire attraverso l’utilizzo sia dell’aria che dell’acqua. Normalmente l’aria, sospinta dalle ventole di raffreddamento, va ad investire la parte esterna dello stampo, mentre l’utilizzo di getti di acqua è riservato alla parte interna. Il tempo di raffreddamento è molto importante in quanto un’accelerazione di questa fase, quindi un rapido raffreddamento, potrebbe portare ad una deformazione del pezzo con un aumento della percentuale della fase amorfa dei polimeri cristallini.Categoria: notizie - tecnica - plastica - stampaggio rotazionale
SCOPRI DI PIU'
Non dobbiamo cercare la sola circolarità dei componenti dei prodotti, ma verifichiamo anche la sostenibilità della catena produttiva. Un’azienda Italiana fa scuoladi Marco ArezioQuando parliamo di sostenibilità e circolarità ci riferiamo molto spesso al singolo prodotto che può essere composto con materiali riciclati e, ancor meglio, riciclabili al 100%. Questo binomio ci aiuta a capire come le nostre azioni di consumatori possano portare alla riduzione dei rifiuti che produciamo, a risparmiare le risorse naturali e a tutelare l’ambiente. Nonostante ci sia ancora molta strada da fare in questo settore, in quanto il tasso di riciclo dei rifiuti che produciamo non supera il 10% a livello mondiale e che esiste molta confusione su ciò che è riciclabile e ciò che, pur essendo composto da materiali riciclati potrebbe, infatti, essere non più riciclabile, non ci occupiamo abbastanza della sostenibilità della catena produttiva. Possiamo prendere ad esempio il mondo dell’auto elettrica, per capire il problema, dove, al recente aumento della circolazione delle auto Plugin o Full Electric, non è corrisposto un’adeguata rete di ricarica ad energia totalmente rinnovabile. Quindi, spesso, si ricarica la batteria usando una rete di alimentazione dalla quale viene fornita energia elettrica fatta con il gas naturale, o il carbone o con il nucleare. Anche nella realizzazione dei prodotti cosiddetti circolari, dobbiamo considerare non solo se sono composti da materie prime riciclate e riciclabili, ma dobbiamo sapere se il ciclo di produzione sia sostenibile, quindi se attinge ad energia da fonti rinnovabili. Non sono molte le attività industriali che possono vantare un ciclo produttivo del tutto green, ma alcuni esempi nel mondo industriale ci sono. Uno interessante lo possiamo trovare in un’azienda Italiana, la Saxagres, che produce piastrelle per pavimentazioni da esterno ed interno, la quale ha applicato l’estensione del concetto di circolarità sia sul prodotto che sulla produzione. Per quanto riguarda la circolarità del prodotto, nella produzione di ceramiche da esterno e da interno l’azienda utilizza fino al 30% di scarti di produzione, inoltre impiega le ceneri degli altiforni che si producono come scarti nell’incenerimento dei rifiuti che altrimenti finirebbero in discarica. Per quanto riguarda la circolarità della produzione l’azienda si è dotata non solo di pannelli solari ma, per essere totalmente indipendente e sostenere la grande richiesta di energia che proviene dai forni per la cottura delle piastrelle a 1200 gradi, ha realizzato, in collaborazione con altre aziende, un impianto di produzione di biogas, attraverso la gestione anaerobica dei rifiuti urbani nell’area di pertinenza dell’azienda. Così facendo possiamo parlare di circolarità di prodotto e della catena produttiva, contribuendo alla gestione dei rifiuti urbani, all’affrancamento dalle risorse fossili e all’indipendenza energetica.Categoria: notizie - carta - economia circolare - riciclo - energia rinnovabile
SCOPRI DI PIU'
Come e perché è necessario ridurre l’umidità nei polimeri riciclati prima del loro usodi Marco ArezioCome descritto nell’articolo “l’Assorbimento dell’umidità nei polimeri” la presenza dell’umidità sulla superficie esterna e all’interno delle masse polimeriche, crea diverse tipologie di problemi alle caratteristiche della materia prima da impiegare. Sia i polimeri plastici riciclati igroscopici sia quelli non igroscopici sono soggetti all’effetto dannoso dell’umidità, che può essere assorbita nelle fasi di lavorazione, di trasporto o di stoccaggio, attraverso la ricerca di un equilibrio con l’ambiente in cui si trovano. Come abbiamo visto, nei polimeri riciclati non igroscopici, l’umidità è trattenuta superficialmente, mentre in quelli igroscopici la si troverà anche all’interno del granulo plastico. L’umidità, che si trovi in superficie o all’interno del granulo, influisce negativamente sull’aspetto estetico e meccanico del manufatto finale e, quindi, per produrre una materia prima plastica che non incontri queste problematiche, è necessario che la si deumidifichi prima di utilizzarla. La percentuale di umidità residua tollerata dalla materia prima riciclata è solitamente indicata dai produttori attraverso il controllo di qualità delle merci in uscita e può variare a seconda della tipologia di polimero preso in considerazione e del tipo di manufatto che si intende realizzare. Bisogna tenere in considerazione che le materie plastiche riciclate, dopo la fase di confezionamento, passano tempi più o meno lunghi nelle operazioni di trasporto e di stoccaggio, tempi in cui è possibile che i polimeri assumano nuova umidità. Per questa ragione si consiglia sempre, prima di usare il granulo, di effettuare l’operazione di deumidificazione che, in base al polimero, può necessitare di tempi variabili, raggiungendo un’umidità residua finale così espressa per una campionatura di polimeri: • ABS Temperatura dell’aria: 80° Tempo di trattamento: 2-3 ore Umidità residua: 200 ppm • PE Temperatura dell’aria: 90° Tempo di trattamento: 1 ora Umidità residua: 100 ppm • PP Temperatura dell’aria: 90° Tempo di trattamento: 1 ora Umidità residua: 200 ppm • PVC Temperatura dell’aria: 70° Tempo di trattamento: 1 ora Umidità residua: 200 ppm Il sistema più comune per deumidificare i polimeri riciclati consiste nel fare incontrare la materia plastica con una corrente d’aria calda, in quanto questa ha la capacità di trattenere l’umidità e tanto maggiore sarà la temperatura, tanto maggiore sarà il volume di umidità asportato. L’aria ha la possibilità di trattenere l’acqua fino alla sua saturazione e, questa quantità, varia in funzione dell’aumento della temperatura. Ad esempio 1 Kg. di aria è resa satura a: • 20° - 14,7 grammi di acqua • 35° - 36,6 grammi di acqua • 50° - 82,6 grammi di acqua Nei cicli di deumidificazione dei polimeri è possibile impiegare l’aria proveniente dall’ambiente, definita semplice essicazione, solo in situazioni di temperatura e umidità favorevoli. Mentre si può impiegare un’aria preventivamente essiccata, detta deumidificata, per realizzare un’azione di asciugatura importante anche in condizioni non favorevoli. Teniamo in considerazione che un granulo secco, se messo a contatto con l’aria, inizia l’assorbimento dell’umidità, la cui percentuale varierà al variare delle condizioni climatiche in cui si trova, quindi la tipologia dell’intervento di deumidificazione varierà a seconda di questi parametri. In un processo di essicazione l’aria calda investirà il granulo, che sarà posto in una tramoggia, il quale rilascerà dalla sua superficie e dal suo interno l’umidità che migrerà verso il flusso d’aria creato. Le variabili principali, quindi, durante un processo di essicazione sono: • Tipologia di polimero • Umidità di partenza del granulo • Punto di rugiada dell’aria di processo • Umidità residua richiesta • Tempo di essicazione • Temperatura dell’aria di processo • Dimensioni del granulo Tutto il processo di essicazione ruota introno all’umidità residua accettata, in funzione della tipologia del manufatto da produrre e dalla tecnica di produzione e, tanto minore sarà il processo di essicazione, tanto maggiore sarà la temperatura impiegata, fermo restando i limiti tecnici di ogni polimero sul grado di rammollimento e di emanazione di sostanze nocive. Il fabbisogno di aria per i processi di deumidificazioni sarà espresso in mc di aria per ogni Kg. di polimero da essiccare, tenendo conto della quantità di granulo movimentato in tramoggia, della temperatura dell’aria e del consumo di corrente. Anche la dimensione e la forma del granulo hanno una loro influenza nel processo di deumidificazione, in quanto, al crescere della sua dimensione e della superficie per unità di misura (cubo, cilindro o sfera) aumenta il tempo di essicazione.Categoria: notizie - tecnica - plastica - riciclo - deumidificazione Vedi maggiori informazioni sulle materie plasticheVedi maggiori informazioni sul riciclo
SCOPRI DI PIU'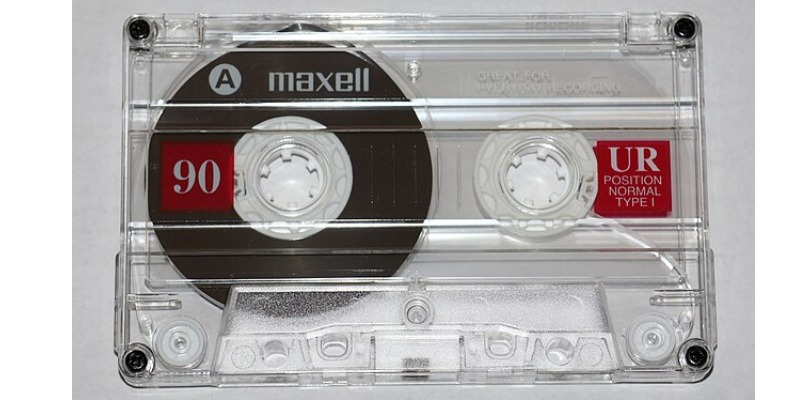
Scopri come la plastica ha plasmato le iconiche musicassette, contribuendo alla loro portabilità, resistenza e impatto culturale nel panorama della musica registrata del XX secolo di Marco ArezioLe musicassette, una volta icona della portabilità musicale e della cultura degli anni '80 e '90, hanno una storia affascinante che affonda le radici nel passato e attraversa rivoluzioni tecnologiche. Ma cosa c'è dietro la produzione di queste piccole cassette di plastica che hanno dominato il mercato musicale per decenni? Storia delle Musicassette La storia delle musicassette ha inizio negli anni '60, quando la Philips, azienda olandese, introdusse per la prima volta questo nuovo formato audio. Il concetto alla base delle musicassette fu sviluppato da Lou Ottens, ingegnere presso Philips, che aveva l'obiettivo di creare un sistema di registrazione e riproduzione musicale più pratico e portatile rispetto ai dispositivi esistenti all'epoca, come i registratori a bobina. Origini e Sviluppo1963 l'introduzione delle musicassette: Philips presentò al mondo la sua innovativa invenzione, la musicassetta. Questo nuovo formato consisteva in un piccolo nastro magnetico avvolto all'interno di un contenitore di plastica compatto, che poteva essere utilizzato per registrare e riprodurre musica. Standardizzazione: Nel corso degli anni '60 e '70, Philips lavorò per standardizzare il formato della musicassetta, rendendolo compatibile con una vasta gamma di dispositivi audio. Questo contribuì notevolmente alla diffusione e all'adozione delle musicassette da parte dei consumatori. Popolarità e DiffusionePortabilità e Versatilità: Le musicassette divennero rapidamente popolari grazie alla loro portabilità e versatilità. Per la prima volta, le persone potevano portare la loro musica ovunque andassero e ascoltarla su dispositivi come i walkman portatili. Mercato di Massa: Negli anni '70 e '80, le musicassette divennero uno dei principali formati per la distribuzione commerciale di musica registrata. Le etichette discografiche iniziarono a pubblicare album su musicassette, consentendo agli utenti di acquistare e ascoltare la loro musica preferita in questo nuovo formato. Innovazioni TecnologicheRegistrazione Stereo: Con il passare del tempo, le musicassette divennero sempre più sofisticate, introducendo funzionalità come la registrazione stereo e la riproduzione Hi-Fi, che migliorarono significativamente la qualità audio. Dolby Noise Reduction: Negli anni '70, venne introdotta la tecnologia di riduzione del rumore Dolby, che aiutò a migliorare ulteriormente la qualità audio delle musicassette riducendo il rumore di fondo durante la riproduzione. Declino e EreditàNonostante il loro enorme successo durante gli anni '70 e '80, l'avvento dei CD e dei formati musicali digitali portò gradualmente al declino delle musicassette. Tuttavia, nonostante la loro obsolescenza tecnologica, le musicassette continuano a godere di un certo culto tra gli appassionati di musica vintage e i collezionisti, che apprezzano il loro carattere retro e il suono unico che offrono. La storia delle musicassette rimane quindi un capitolo affascinante nell'evoluzione della tecnologia audio e nella cultura musicale del XX secolo. Produzione delle Musicassette La produzione delle musicassette coinvolgeva diversi processi e materiali, ciascuno dei quali era fondamentale per creare un prodotto funzionale e di qualità. Ecco una panoramica approfondita degli aspetti chiave della produzione delle musicassette: MaterialiPlastica: La plastica era il materiale principale utilizzato per la realizzazione del guscio esterno della musicassetta. La plastica doveva essere robusta e resistente agli urti per proteggere il nastro magnetico all'interno. Materiali comuni includevano il polistirene e l'ABS (acrilonitrile butadiene stirene).Il guscio esterno della musicassetta era realizzato principalmente in plastica e svolgeva diverse funzioni cruciali. La plastica forniva una robusta protezione per il delicato nastro magnetico all'interno della musicassetta, proteggendolo da danni fisici, polvere e umidità. Questo garantiva che il contenuto registrato rimanesse al sicuro e intatto nel corso del tempo. Inoltre, la leggerezza e la resistenza della plastica rendevano le musicassette estremamente portatili, consentendo agli utenti di trasportarle facilmente ovunque andassero. Questo ha contribuito alla popolarità delle musicassette come formato musicale mobile e pratico. Il guscio di plastica era progettato in modo da essere compatibile con una vasta gamma di dispositivi di riproduzione, come lettori stereo, walkman e autoradio. Questo ha facilitato la diffusione e l'adozione delle musicassette come formato standard per la distribuzione commerciale di musica registrata.Parti Metalliche: Le musicassette includevano anche parti metalliche, come le bobine interne e i meccanismi di azionamento, che permettevano al nastro di scorrere correttamente durante la riproduzione. Processo di ProduzioneStampaggio della Plastica: Il processo di produzione iniziava con la fusione del materiale plastico, che veniva quindi versato in stampi appositamente progettati per creare la forma della musicassetta.Inserimento del Nastro Magnetico: Durante la produzione, il nastro magnetico veniva accuratamente inserito all'interno del guscio di plastica, assicurandosi che fosse posizionato correttamente e che non ci fossero piegature o intasamenti.Assemblaggio delle Parti: Una volta che il guscio di plastica e il nastro magnetico erano pronti, le varie parti della musicassetta venivano assemblate insieme. Questo includeva l'inserimento delle bobine interne, dei meccanismi di azionamento e di eventuali altri componenti necessari.Etichettatura e Confezionamento: Infine, le musicassette venivano etichettate con le informazioni sul contenuto e sull'artista, e confezionate per la distribuzione. Le etichette potevano essere stampate direttamente sul guscio della musicassetta o su etichette adesive.Controllo Qualità: Durante tutto il processo di produzione, venivano eseguiti controlli qualità per garantire che le musicassette fossero prodotte secondo gli standard richiesti. Questi controlli includevano ispezioni visive, test di funzionalità e controlli della qualità audio per assicurare che il nastro magnetico fosse registrato e riprodotto correttamente.InnovazioniNel corso degli anni, sono state introdotte diverse innovazioni nel design e nei materiali utilizzati per il guscio delle musicassette: Colori e Stili: Le musicassette venivano spesso prodotte in una varietà di colori e stili per soddisfare le preferenze estetiche dei consumatori. Questo ha aggiunto un elemento di personalizzazione e individualità al formato delle musicassette. Materiali Avanzati: Con il tempo, sono stati sviluppati materiali plastici avanzati che offrivano migliori proprietà di resistenza, flessibilità e protezione. Questo ha contribuito a migliorare la durata e la qualità delle musicassette nel corso degli anni. La produzione delle musicassette era un processo complesso che coinvolgeva una serie di materiali e operazioni per creare un prodotto funzionale e di qualità. Nonostante la loro obsolescenza nel mercato attuale, le musicassette continuano a essere apprezzate da appassionati e collezionisti per il loro carattere nostalgico e il loro contributo alla storia della musica registrata.EreditàNonostante l'avvento di formati musicali digitali come CD e MP3 abbia reso le musicassette obsolete, il loro impatto culturale e il loro fascino retro continuano a essere apprezzati da appassionati e collezionisti. La plastica utilizzata nei gusci delle musicassette ha svolto un ruolo essenziale nel rendere questo formato iconico della cultura musicale del XX secolo, fornendo protezione, portabilità e compatibilità che hanno contribuito alla sua diffusione e popolarità. Quantità di musicassette prodotte nel MondoÈ difficile fornire un numero preciso sul totale delle musicassette prodotte nel mondo durante il loro periodo di massima popolarità, principalmente a causa della mancanza di dati accurati e della vasta gamma di produttori e marchi. Tuttavia, nel corso delle loro diverse decadi di dominio nel mercato musicale, si stima che siano state prodotte miliardi di musicassette.
SCOPRI DI PIU'