







Anche l’edilizia punta sull’economia circolare. Pareti e pavimenti isolati con pneumatici riciclatidi Marco ArezioL’isolamento acustico, insieme a quello termico, sono due pilasti fondamentali nella metodologia edilizia moderna, dopo decenni di compensazioni termiche (caldo e freddo) nelle nostre case, attraverso lo spreco di molta energia, con la generazione di inquinamento e dopo l’impossibilità di raggiungere una privacy acustica confortevole, si sono finalmente realizzati presidi corretti in linea con l’economia circolare. Le tecnologie costruttive a nostra disposizione, coniugate con lo studio di modelli progettuali collaudati e da normative precise, ci ha posto nelle condizioni di poter abitare in case che hanno un confort termico elevato, proteggendoci dal caldo estivo e dai rigori dell’inverno e consumando la minor quantità di energia possibile. Inoltre il perfezionamento dello studio sull’acustica, ci ha permesso di vivere in città all’interno di abitazioni in cui il potere di attenuare o cancellare il rumore esterno, veicolare o aereo, sia significativo per un confort elevato all’interno delle nostre vite. Si può sottolineare come la progettazione e l’utilizzo di barriere fono assorbenti o fono isolanti tra unità abitative all’interno dei condomini, abbia creato una privacy acustica che migliora la vivibilità comunitaria. Oggi, si è fatto un’ulteriore passo avanti, attraverso la progettazione e l’istallazione di isolanti acustici che sposino le indicazioni dell’economia circolare, impiegando quindi prodotti che provengono dal riciclo di materiali a fine vita. E’ il caso degli pneumatici riciclati, che vengono trasformati in materia prima da impiegare nella produzione di materassini, granulati e altri prodotti utilizzabili nel campo edile, per migliorare l’isolamento acustico delle case. Come già descritto in un articolo precedente, gli pneumatici vengono raccolti e sottoposti al riciclo scegliendo tra tre tipologie di intervento differenti: Triturazione Meccanica Il processo prevede la triturazione grossolana degli pneumatici con pezzature intorno a 70 o 100 mm. per lato, passando poi attraverso il processo di asportazioni delle parti metalliche, la granulazione, con un’ulteriore pulizia e il processo finale di micronizzazione in cui il prodotto risulterà, pulito e diviso in differenti granulometrie. Processo Criogenico Il processo prevede una prima fase di triturazione grossolana degli pneumatici con relativa asportazione delle parti metalliche. Successivamente il macinato viene sottoposto ad un raffreddamento con azoto liquido, in modo da ricreare una struttura cristallina e fragile che permette facilmente una nuova triturazione fine. Il materiale di risulta viene poi trattato attraverso il processo di polverizzazione con mulini a martelli o dischi. Processo Elettrotermico Il processo prevede la prima riduzione meccanica dimensionale del prodotto per poi essere inseriti in forni verticali ad induzione magnetica. In questi forni avviene il distaccamento delle parti metalliche dalla gomma sotto l’effetto di una temperatura di circa 700 gradi. Alla fine di questa operazione, la parte di gomma viene raccolta ed avviata alla de-vulcanizzazione che consiste nel riportare, l’elemento recuperato, ad una forma chimica simile all’elastomero originale, attraverso processi termochimici in autoclavi. Tra le tre tipologie di riciclo, la triturazione meccanica è quella largamente più usata per la creazione di una materia prima idonea alla produzione dei manufatti per l’isolamento acustico. La scelta tecnica nell’uso di un materassino fono isolante, composto da gomma riciclata, comporta molti vantaggi, intrinsechi nelle sue proprietà: Elevata elasticità Buona resistenza agli urti Resistenza alla muffa Resistenza alle temperature Resistenza all’umidità Resistenza ai raggi U.V. Resistenza agli acidi Mantenimento delle prestazioni nel tempo La materia prima riciclata, in base alla granulometria scelta, viene normalmente miscelata con resine poliuretaniche e, successivamente, estruse in diversi spessori e densità a seconda della tipologia di intervento da eseguire. Le superfici dei rotoli o delle lastre possono presentare facce lisce, ruvide o goffrate in base al tipo di fono assorbenza o fono impedenza richiesta. I più comuni prodotti di isolamento composti con la gomma riciclata sono: Rotoli o lastre per l’isolamento da calpestio tra i solai, da inglobare nei massetti dei pavimenti. Rotoli o lastre da inserire nelle pareti divisorie come mono o multistrato. Impasti in granuli adatti alla copertura e l’isolamento di elementi di difficile copertura con i materiali preformati. Fasce antivibranti per smorzare i fenomeni di vibrazione dei macchinari in movimento o di impianti idraulici. I prodotti isolanti in gomma riciclata sono elementi estremamente malleabili in base alla tipologia costruttiva richiesta, quindi non sono solo impiegabili nelle abitazioni nuove, ma sono facilmente utilizzabili anche in fase di ristrutturazione. Infatti, si sposano perfettamente anche con le lastre in cartongesso per interventi non invasivi di separazione acustica. Come altri prodotti sul mercato, il grado di fono assorbenza o fono impedenza, viene calcolato all’interno del pacchetto costruttivo realizzato, infatti, il potere isolante non si calcola sul singolo elemento ma sulla somma delle prestazioni, in caso di una parete, degli intonaci, degli elementi portanti, dell’eventuale intercapedine e dell’elemento isolante. Così vale anche per il valore di isolamento da calpestio in cui le prestazioni acustiche vengono calcolate considerando la struttura portante del solaio, del massetto, dell’elemento isolante e del pavimento finale. Dal punto di vista economico, i prodotti acustici realizzati in gomma riciclata sono generalmente più costosi, per esempio, rispetto ai materassini in polietilene espanso, ma in un’ottica di economia circolare si dovrebbe sempre preferire, nei capitolati costruttivi, elementi che derivano dal riciclo dei rifiuti, considerando inoltre che i prodotti in gomma riciclata, rispetto ad altri prodotti in commercio, mantengono inalterate nel tempo le loro caratteristiche senza un decadimento prestazionale.Categoria: notizie - tecnica - pneumatici - riciclo - isolamento acustico - edilizia
SCOPRI DI PIU'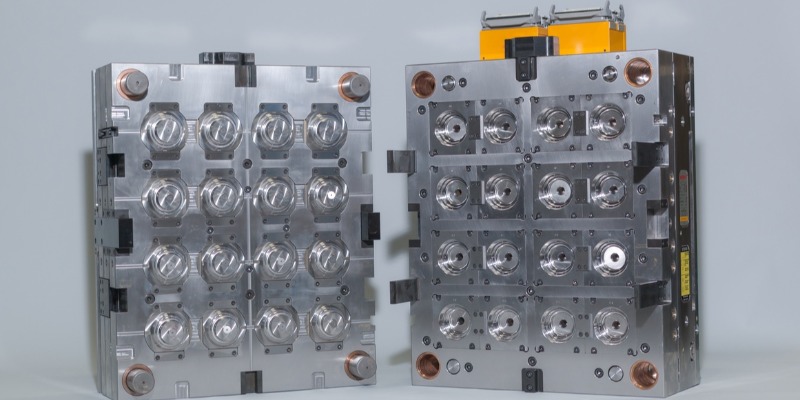
Piccoli suggerimenti per migliorare lo stampaggio a iniezionedi Marco ArezioAbbiamo già affrontato negli articoli presenti sul portale, alcuni argomenti riguardanti i difetti che si creano in fase di stampaggio, e le soluzioni che si suggeriscono, sia per quanto riguarda la gestione degli stampi, che per i difetti che si possono riscontrare sul prodotto finito. Come sapete lo stampaggio delle materie plastiche è una scienza imperfetta in quanto il buon esito del lavoro di stampaggio è influenzato da una quantità davvero importante di fattori. Possiamo partire dalla tipologia della macchina, dai suoi componenti e dal loro stato di usura, dalla progettazione dello stampo e dal suo mantenimento in buone condizioni, dalle materie prime utilizzate, con particolare attenzione a quelle rigenerate, alla regolazione dei parametri macchina e stampo. Tutte queste cose messe insieme vanno, alla fine, ad influire sul buon esito del lavoro e, con esso, sul buon esito finanziario del vostro lavoro. Infatti, anche questo aspetto, che forse i tecnici puri trascurano, è da tenere in considerazione tanto quanto la qualità e la tecnica in produzione. Vediamo brevemente alcuni difetti che possono capitare frequentemente: Striature sulle pareti dei prodotti Sono dette anche linee di flusso che comprendono strisciate, macchie e colorazioni differenti che possono essere causate dal profilo di raffreddamento e del percorso che compie la plastica per raggiungere le parti dello stampo. Ci sono alcuni modi per ovviare a questo inconveniente che riguardano l'aumento della velocità di iniezione per migliorare il riempimento delle cavità, oppure lo smorzamento di alcune angolature dello stampo in cui passa il flusso. Piccole cavità sulle superfici dei prodotti Si formano normalmente sulle pareti dei prodotti delle piccole depressioni o avvallamenti specialmente nelle aree dove lo spessore è maggiore o dove il flusso subisce dei restringimenti. In questi casi si consiglia di ridurre la temperatura dello stampo, aumentare la pressione di iniezione e il tempo di stampaggio per migliorare la polimerizzazione e il raffreddamento. Se fosse possibile, al fine di migliorare il raffreddamento, si consiglia di ridurre lo spessore delle pareti ove il manufatto lo consenta. Vuoti Se precedentemente abbiamo parlato di piccole cavità o piccoli avvallamenti che si possono riscontrare sulle superfici qui possiamo parlare di veri e propri vuoti caratterizzati da un'incompleta finitura della parete. Il motivo per cui si creano questi vuoti possono essere molteplici. Normalmente sono originati da sacche d'aria che si oppongono al buon deflusso dell'impasto nello stampo, le cui cause si possono riscontrare in un'eccessiva presenza di gas all'interno, formato per esempio dalla degradazione del polimero nella vite della macchina, che non viene correttamente sfogato. Cosa che può capitare facilmente se si utilizzano polimeri composti, come il PP/PE e non si tiene in giusta considerazione il rapporto tra temperatura di estrusione e composizione del materiale. Un'altra causa potrebbe essere l'eccessiva viscosità della materia prima utilizzata su cui si può intervenire con una idonea scelta della fluidità del prodotto. Anche il mantenimento del corretto allineamento dello stampo in fase di iniezione può aiutare a ridurre queste problematiche. Delaminazione delle superfici Può capitare che le pareti del prodotto stampato presentino piccoli strati che si possono sfogliare. Le cause sono da attribuire, tra gli altri, ad alcuni fattori quali l'eccessiva presenza di umidità o l'utilizzo di polimeri rigenerati nei quali sono presenti polimeri con gradi di fusione diversi dal principale. E' sempre consigliabile, specialmente se si usano granuli rigenerati, asciugarli in silos prima di metterli in macchina. Inoltre la corretta scelta dei granuli riciclati passa dalla conoscenza del DSC dei polimeri che si usano, in quanto, maggiore è la percentuale di polimeri con gradi di fusione diversa, maggiore è la possibilità di creare stress termici nei polimeri. Un altro consiglio è quello di aumentare la temperatura dello stampo. Linee di saldatura In prossimità delle linee di saldatura si possono creare imperfezioni estetiche a causa delle diverse direzioni di movimento della plastica liquida. In primo luogo la corretta chiusura di uno stampo permette una buona performace non solo del polimero all'interno ma anche una migliore finitura dei prodotti. Inoltre la corretta scelta della fluidità del prodotto e del tonnellaggio della macchina, in funzione del prodotto finale che si deve produrre, permette una produzione corretta senza sforzare ne lo stampaggio che il polimero, a tutto vantaggio della qualità dell'elemento stampato. Infine il design dello stampo che tiene conto dei corretti flussi del polimero in presenza della saldatura del prodotto sono da tener presente quando si dovessero verificare problemi estetici sulla saldatura e, in questo caso, valutare un intervento sullo stampo che possa essere risolutivo al problema.Categoria: notizie - tecnica - plastica - riciclo - stampi - difetti di produzione
SCOPRI DI PIU'
Il visionario che studiò le “PMMA” e brevettò il Plexiglas di Marco ArezioCome tutti i pionieri illustri nel mondo della plastica anche Otto Rohm è una figura che non si può circoscrivere alla figura di un geniale inventore di un prodotto che ha fatto epoca. La sua preparazione chimica e la sua determinazione alla conoscenza hanno caratterizzato la sua vita spingendolo a studiare e a capire in prima persona i misteri che allora aleggiavano nella chimica industriale. Otto Rohm nasce il 14 Marzo 1876 a Ohringen, nell’attuale Germania, compie i primi studi di base e poi all’età di 15 anni viene impiegato come aiutante presso una farmacia. Questa dura formazione lavorativa lo temprano sia nel rigore lavorativo sia nella curiosità e nella conoscenza della chimica di base. Consegue dopo alcuni anni l’abilitazione alla professione di farmacista che gli permette di iscriversi all’università di Tubinga, presso la facoltà di chimica, raggiungendo la laurea nel 1901, presentando la tesi “Sui prodotti di polimerizzazione degli acidi acrilici”. Nonostante l’interesse per i polimeri le sue prime esperienze lavorative e di ricerca furono fatte nel mondo della conceria con lo studio sugli enzimi, sviluppando un innovativo processo per la mordenzatura del cuoio. Produsse un prodotto chiamato Oropon che permetteva un processo più igienico e dai risultati migliori. Fu un risultato commerciale di grande livello che impegnò Otto Rohm nella costituzione di una società commerciale nel 1907 con il socio Otto Haas. Gli studi sugli enzimi continuano e ne scaturiscono soluzioni innovative applicate al mondo dei detersivi, delle bevande, dei cosmetici e dei preparati farmaceutici. Nello stesso periodo i suoi laboratori di ricerca stanno lavorando sugli acrilati e verso la fine degli anni 20 anche sui metacrilati. Il direttore del laboratorio Walter Bauer inizia gli studi e le sperimentazioni sull’uso dei metacrilati come vetro stratificato. Proprio attraverso questi studi che nasce il PMMA con le qualità, a lungo ricercate, di trasparenza e durezza al contrario degli acrilati, creando così il famoso Plexiglas.Categoria: notizie - tecnica - plastica - plexiglass - storia foto Evonik Industries AG
SCOPRI DI PIU'
Quando e come sono nate le lenti da vista?di Marco ArezioLa fondazione dell’ottica moderna la possiamo attribuire all’astronomo arabo Ibn al-Heitam (ca. 965-1040 d.C.) che in quel periodo mise in discussione le teorie sulla natura e sulla diffusione delle immagini visive dell’epoca.I suoi studi rivoluzionari sulle immagini, sulla riflessione della luce su specchi e sul vetro e il tentativo di capire il funzionamento della cornea umana, gli procurarono molti problemi, al punto che dovette fingersi pazzo per non incorrere in gravi conseguenze personali. Nonostante ciò, continuò i suoi studi che riassunse, tra gli altri, nel “libro dell’ottica” che rimase a noi sconosciuto fino al XIII° secolo, quando i monaci tradussero, questo e altri suoi libri in latino, destando subito grande scalpore ed interesse. Prima del XIV° secolo i difetti di vista che fossero congeniti, come la miopia, o collegati all’età, provocavano limitazioni irreparabili. I primi ad accorgersi di quale incredibile scoperta avevano tra le mani furono proprio i monaci, che erano consci dei problemi di vista che potevano affliggere l’uomo, specialmente quando si dedicavano alla traduzione di manoscritti e alla conservazione e diffusione del sapere. I monaci inventarono la prima “pietra di lettura”, una lente in vetro convessa che riusciva ad ingrandire le immagini dando un grande sollievo a chi aveva delle carenze visive. Esiste una trascrizione di un sermone, fatto durante una cerimonia religiosa a Firenze da parte di un frate Domenicano alla popolazione, che si può datare intorno al 1306, in cui veniva citata l’invenzione delle lenti e dei primi occhiali. Un altro monaco, a Pisa, Alessandro della Spina, nel 1313 parlò diffusamente dell’invenzione e della produzione degli occhiali da vista, con lenti che correggevano i difetti visivi che affliggevano anziani e giovani dell’epoca. Alla fine del XIII° secolo le vetrerie di Murano riuscirono a creare le prime lenti completamente trasparenti, incastonandole in piccoli cerchietti di legno o di osso, creando così la prima produzione in serie di occhiali. Per molto tempo gli occhiali si dovettero tenere davanti agli occhi con una mano, perché non si era trovato ancora il sistema di appoggiarli in modo autonomo sul viso delle persone. Così la diffusione delle lenti per i difetti visivi delle persone anziane fu rapida ed inaspettata, come possiamo notare dalle affermazioni di Petrarca in cui ci diceva che, raggiunti i 60 anni, aveva perso la buona vista e fu costretto a farsi aiutare dalle nuove lenti. Nel secolo successivo si svilupparono anche le lenti “per i giovani” che correggevano la miopia, come ci riporta una lettera del 1462, nella quale in Duca di Milano scriveva che si era dotato di lenti per poter vedere bene da lontano. Gli occhiali non divennero più solo uno strumento per la lettura e la scrittura, ma erano usate tutto il giorno per correggere il deficit visivo causato dalla miopia. Si iniziò a studiare come poter sostenere in modo autonomo gli occhiali senza la necessità di doverli tenere in mano, arrivando a pensare a speciali cappelli con inglobate le lenti o ad elastici posizionati intorno alla testa. Ma solo nel XVIII° secolo si arrivò ad inventare le stanghette degli occhiali, creando un modo comodo e pratico per indossare gli occhiali. Per molti secoli le lenti furono prodotte esclusivamente in vetro ma, a partire dalla scoperta delle materie plastiche, nel secolo scorso, si iniziò a produrle con materiali sintetici. Le lenti da vista o da sole, con materiali plastici, si rilevarono di grande comodità ed efficacia in quanto erano molto più resistenti del vetro, molto più leggere e più economiche. Di contro, le lenti in plastica, potevano essere più spesse rispetto a quelle di vetro e più facili da graffiare e quindi non consigliate in certe condizioni di uso. Categoria: notizie - tecnica - plastica - lenti da vista - vetro - storia
SCOPRI DI PIU'
Creare un conglomerato cementizio con prestazioni superiori a quelli tradizionali usando i polimeridi Marco ArezioQuando si parla di cemento armato, si tende ad immaginare una struttura di grandissima resistenza, dove il cemento fa da collante ad una miscela calibrata, fatta di inerti ed acqua che, con l’aiuto dei ferri di armatura, permette la costruzione di elementi di grande portanza e resistenza. Nella parola stessa, cemento armato, si esprime l’elemento principe che permette di avvolgere gli altri componenti, creando una monolitica struttura. Quindi, il cemento è il mezzo con cui si permette all’impasto di consolidarsi, realizzando gli elementi strutturali che vediamo, come muri, ponti, pavimenti, solai e molte altre cose. Cosa sono i calcestruzzi polimerici Oggi sappiamo che il cemento non è più l’unico elemento che permette un irrigidimento dell’impasto, e non è più quello che permette di raggiunge performances strutturali migliori in assoluto. Infatti nascendo, il calcestruzzo polimerico, esprime resistenze a compressione, a trazione e a flessione, rispetto al calcestruzzo ordinario, maggiori. E’ anche più resistente alla corrosione, agli attacchi chimici e all'usura, il che lo rende adatto per una varietà di applicazioni, tra cui i pavimenti industriali, i ponti, i pannelli da parete, le barriere acustiche, i prefabbricati e molti altri elementi. I calcestruzzi polimerici, noti anche come RPC (Reactive Powder Concrete), sono composti da un'alta percentuale di polveri reattive, aggregati fini, fibre e una minima quantità di acqua. Questo li rende molto più resistenti e duraturi rispetto ai calcestruzzi tradizionali. Ci sono diverse tipologie, tra cui calcestruzzi epossidici, poliestere, acrilici e altro ancora, a seconda del tipo di resina utilizzata. Se prendiamo in esame, per esempio, il calcestruzzo epossidico, possiamo dire che è un tipo di calcestruzzo polimerico in cui una resina epossidica viene utilizzata come legante al posto del tradizionale cemento Portland. Questo legante unisce gli aggregati per formare un materiale molto resistente e duraturo. La resina epossidica offre diversi vantaggi rispetto al cemento tradizionale. Innanzitutto, è estremamente resistente agli agenti chimici, il che rende il calcestruzzo epossidico un'ottima scelta per applicazioni in ambienti aggressivi, come strutture di trattamento delle acque, depositi di prodotti chimici e strutture industriali dove potrebbe esserci esposizione a sostanze chimiche corrosive. Inoltre, la resina epossidica può fornire un legante più forte e più flessibile rispetto al cemento tradizionale, in quanto può resistere a carichi di trazione e a prevenire crepe e rotture. Questo rende il calcestruzzo epossidico una scelta popolare per applicazioni come pavimentazioni industriali, riparazioni di strutture in calcestruzzo e rivestimenti di protezione. Come bilanciare gli inerti con la resina episodica nei calcestruzzi Il processo di bilanciamento degli inerti con la resina epossidica nei calcestruzzi epossidici è cruciale per ottenere le proprietà desiderate del calcestruzzo. Questo può variare in base a diversi fattori, come l'applicazione specifica, la tipologia di resina epossidica utilizzata, e le proprietà degli inerti stessi. Un modo comune per bilanciare la resina epossidica con gli inerti è attraverso un processo di prove, in cui vengono effettuati diversi campioni con diverse proporzioni di resina e inerti, fino a trovare la miscela che fornisce le proprietà desiderate. Tuttavia, ci sono anche alcune linee guida generali che possono essere seguite. Ad esempio, per un calcestruzzo epossidico standard, la quantità di resina può essere tra il 10% e il 20% in peso della miscela totale. Gli inerti, che possono includere sabbia, ghiaia e altri materiali simili, costituiranno quindi la maggior parte della miscela. È importante anche considerare le proprietà specifiche degli inerti e della resina epossidica. Ad esempio, alcuni inerti possono avere un'alta assorbenza, il che significherebbe che potrebbero richiedere più resina per assicurarsi che tutti gli elementi siano completamente ricoperti. Infine, il bilanciamento di resina e inerti può anche essere influenzato dalla tecnica di miscelazione utilizzata, e quindi potrebbe essere necessario ricalibrare le proporzioni per ottenere la consistenza desiderata, assicurandosi che il calcestruzzo possa essere lavorato correttamente. Come realizzare un impasto corretto per ottenere un calcestruzzo epossidico La preparazione di un impasto corretto per il calcestruzzo epossidico richiede attenzione e cura. La scelta della resina epossidica e degli inerti (come sabbia e ghiaia) è cruciale, infatti questi devono essere di alta qualità e adatti all'applicazione specifica. La proporzione tra la resina epossidica e gli inerti può variare in base all'applicazione specifica e alle proprietà desiderate del calcestruzzo, come abbiamo visto. Prima di tutto sarà necessario miscelare la resina epossidica con l'indurente secondo le istruzioni del produttore. Successivamente, si aggiungeranno lentamente gli inerti, assicurandoti che siano completamente ricoperti dalla resina. Si continuerà a mescolare fino a ottenere una consistenza omogenea. In questa operazione sarà importante utilizzare attrezzature appropriate per evitare l'esposizione degli operatori ai fumi della resina. Una volta miscelato, il mix di calcestruzzo epossidico dovrebbe essere collocato nell'area o nella forma desiderata il più velocemente possibile, dato che l'epossidico inizia a indurire non appena viene miscelato con l'indurente. Una volta che il calcestruzzo epossidico sarà stato collocato, dovrebbe essere lasciato a indurire il tempo necessario, che può essere variabile a seconda della specifica resina utilizzata, ma di solito richiede almeno 24 ore. Resistenza al fuoco dei calcestruzzi polimerici Come tutte le medaglie, anche il calcestruzzo polimerico ha un lato di gran qualità, come abbiamo visto, ma ha anche un lato da non sottovalutare, che si esprime nella bassa resistenza al fuoco. Infatti, il comportamento al fuoco dei calcestruzzi polimerici non è altrettanto studiato quanto quello dei calcestruzzi tradizionali. Tuttavia, i materiali polimerici in genere tendono a essere più sensibili al calore e alle fiamme rispetto ai materiali inorganici come il cemento. Uno dei problemi principali è che, a temperature elevate, i legami chimici tra le molecole di polimero possono rompersi, causando la decomposizione del materiale. Questo può portare alla formazione di gas tossici e può innescare un collasso strutturale. Sarebbe importante, quindi, eseguire ulteriori ricerche per comprendere meglio come migliorare la resistenza al fuoco dei calcestruzzi polimerici, con l'aggiunta di additivi ignifughi o l'uso di tecniche di progettazione per ridurre l'impatto del calore sul materiale.
SCOPRI DI PIU'