







Come risolvere i problemi estetici nella produzione di flaconi in HDPE riciclatodi Marco Arezio La richiesta di HDPE rigenerato per soffiaggio ha avuto una forte impennata negli ultimi anni, trovando sicuramente, una parte dei produttori, non totalmente preparati a gestire il granulo riciclato nelle proprie macchine. Non è stata solo una questione di tipologia di granulo che può differire leggermente, dal punto di vista tecnico, dalle materie prime vergini nel comportamento in macchina, ma si sono dovute affrontare problematiche legate alla tonalità dei colori, allo stress cracking, alla tenuta delle saldature, ai micro fori e ad altre questioni minori. In articoli precedenti abbiamo affrontato la genesi dell’HDPE riciclato nel soffiaggio dei flaconi e la corretta scelta delle materie prime riciclate, mentre oggi vediamo alcuni aspetti estetici che potrebbero presentarsi usando il granulo riciclato in HDPE al 100%. Ci sono quattro aspetti, dal punto di vista estetico, che possono incidere negativamente sul buon risultato di produzione: 1) Una marcata porosità detta “buccia d’arancia” che si forma prevalentemente all’interno del flacone ma, non raramente, è visibile anche all’esterno. Si presenta come una superficie irregolare, con presenza di micro cavità continue che danno un aspetto rugoso alla superficie. Normalmente le problematiche sono da ricercare nel granulo, dove una possibile presenza eccessiva di umidità superficiale non permette una perfetta stesura della parete in HDPE in uscita dallo stampo. In questo caso il problema si può risolvere asciugando il materiale in un silos in modo che raggiunga un grado di umidità tale per cui non influirà negativamente sulle superfici. In linea generale è sempre un’operazione raccomandata quando si vuole produrre utilizzando al 100% un materiale rigenerato. 2) Le striature sul flacone sono un altro problema estetico che capita per ragioni differenti, specialmente se si utilizza un granulo già colorato. Le cause possono dipendere da una percentuale di plastica diversa all’interno del granulo in HDPE, anche in percentuali minime, tra il 2 e il 4 %, in quanto, avendo le plastiche punti di fusione differenti, il comportamento estetico sulla parete del flacone può essere leggermente diverso, andando ad influenzare il colore nell’impasto. E’ importante notare che non si devono confondere le striature di tonalità con le striature di struttura, le quali sono normalmente creare dallo stampo del flacone a causa di usura o di sporcizia che si accumula lavorando. Un altro motivo può dipendere dalla resistenza al calore del master che si usa, in quanto non è infrequente che a temperature troppo elevate, sia in fase di estrusione del granulo che di soffiaggio dell’elemento, si possa creare un fenomeno di degradazione del colore con la creazione di piccole strisciate sulle pareti del flacone. 3) Una perfetta saldabilità in un flacone è di estrema importanza in quanto un’eventuale distacco delle pareti, una volta raffreddato e riempito il flacone, comporta danni seri con costi da sostenere per la perdita dell’imballo, delle sostanze contenute e della sostituzione del materiale con costi logistici importanti. Il flacone appena prodotto normalmente non presenta il possibile difetto in quanto la temperatura d’uscita dalla macchina “nasconde” un po’ il problema, ma una volta che la bottiglia si è raffreddata, riempita e sottoposta al peso dei bancali che vengono impilati sopra di essa, un difetto di saldatura si può presentare in tutta la sua problematica. La causa di questo problema normalmente deve essere ricercata nella percentuale di polipropilene che il granulo in HDPE può contenere a causa di una selezione delle materie prime a monte della produzione del granulo non ottimale. Una scadente selezione dei flaconi tra di essi, ma soprattutto dai tappi che essi contengono, possono aumentare la quota percentuale di polipropilene nella miscela del granulo. Esistono in commercio macchine a selezione ottica del macinato lavato che aiutano a ridurre in modo sostanziale questa percentuale, potendola riportare sotto 1,5-2%. Al momento dell’acquisto del carico di HDPE riciclato è sempre buona cosa chiedere un test del DSC per controllare la composizione del granulo per la produzione. L’effetto di una percentuale di PP eccessiva ha come diretta conseguenza l’impedimento di una efficace saldatura delle superfici di contatto che formano il flacone. Oltre ad intervenire sul granulo sarebbe buona regola, se si desiderasse utilizzare al 100% la materia prima riciclata, aumentare leggermente lo spessore di sovrapposizione delle due lati del flacone per favorirne il corretto punto di saldatura. 4) La presenza di micro o macro fori in un flacone, visibili direttamente attraverso un’ispezione o, per quelli più piccoli, tramite la prova della tenuta dell’aria, possono dipendere dalla presenza di impurità all’interno del granulo, quando il lavaggio e la filtratura della materia prima non è stata fatta a regola d’arte. Un altro motivo può dipende da una scarsa pulizia della vite della macchina soffiatrice che può accumulare residui di polimero degradato e trasportarli, successivamente, all’esterno verso lo stampo. Specialmente se si usano ricette con carica minerale è possibile che si presenti il problema subito dopo il cambio della ricetta tra una senza carica a una che la contenga.Categoria: notizie - tecnica - plastica - riciclo - HDPE - post consumo - flaconi
SCOPRI DI PIU'
Certificazione AIMBY: Il Nuovo Parametro per gli Uffici Acquistidi Marco ArezioGli acquisti delle materie prime, dei semilavorati, dei prodotti finiti o dei servizi, sono una parte importante nel budget delle aziende, dove l’attività professionale, intesa come competenza, ricerca, qualità di negoziazione, creazione di rapporti affidabili, può portare grandi vantaggi alle aziende.Se partiamo dall’assioma principale di molti imprenditori, dove “ogni soldo risparmiato è un soldo guadagnato”, possiamo dire che la funzione del personale che si occupa degli acquisti è tra le più importanti del sistema produttivo. Dal 1° Gennaio 1995, con l’istituzione del WTO (Organizzazione mondiale per il commercio) è iniziata, ufficialmente, l’era della globalizzazione commerciale, attraverso la quale l’obbiettivo delle aziende nelle nazioni più avanzate, era quello di minimizzare i costi di acquisto per le materie prime o i prodotti finiti e, per i paesi in via di sviluppo, poter avere un mercato molto più ampio, senza più dazi, in cui riversare le loro merci. La globalizzazione commerciale sembrava fosse una questione prima di tutto politica, di equità e democrazia tra i popoli più che economica, in un’ottica espansiva del tessuto produttivo internazionale. Gli uffici acquisti hanno così avuto la possibilità, comprando in paesi diversi rispetto al passato e, spesso, molto più lontani dalla sede produttiva, di ridurre, a volte in modo sostanziale, il costo unitario delle merci che compravano, portando un beneficio immediato alla filiera del margine economico sul prodotto. Questo ha avviato un volano incredibile nel campo dei trasporti, in primo luogo quelli marittimi, a seguito dell’aumento vertiginoso degli acquisti di prodotti finiti e delle materie prime industriali in tutto il mondo. Quello che prima si comprava facilmente vicino a casa veniva poi acquistato a migliaia di chilometri di distanza ad un prezzo più basso con una qualità similare. Non mi voglio soffermare sulle conseguenze industriali e sociali che questo fenomeno ha portato in tutto il mondo, dove, nei paesi più sviluppati si iniziò a deviare i flussi degli ordini delle merci e delle materie prime, dai propri paesi alla Cina, India e altri paesi del sud est asiatico, con un crollo del tessuto produttivo locale di media e piccola grandezza. Vi è poi stata una seconda fase della globalizzazione commerciale, in cui tutti abbiamo imparato la parola “delocalizzazione”, dove il motore non era più rappresentato dai risparmi sulle materie prime o i semilavorati acquistati in paesi lontani, ma dalla riduzione del costo della manodopera, che serviva per contrastare la discesa dei prezzi dei prodotti finiti sui mercati tradizionali, causata dei produttori che provenivano dai paesi il cui costo generale di produzione rimaneva più basso di quello delle fabbriche occidentali, nonostante il trasporto. In passato, il costo ambientale che ne è conseguito dal nuovo sistema di circolazione delle merci, in termini di emissioni di CO2, non era mai stato considerato e, se lo fosse stato, era solo una discussione accademica di poco interesse. Oggi le cose sono molto cambiate in diversi ambiti produttivi, a partire dall’uso dei materiali riciclati, dall’impiego delle energie sostenibili, dal comportamento della finanza, che premia le aziende più green attraverso finanziamenti e li sospende ad aziende che hanno un impatto ambientale “vecchio stile”. All’interno delle aziende molti metodi di lavoro sono cambiati, molte professionalità nuove, legate alla produzione sostenibile sono comparse negli organigrammi aziendali, il sistema di comunicazione degli uffici marketing ha virato verso una completa vocazione all’economia circolare e la tutela dell’ambiente, per dare le risposte ai clienti che chiedono più sostenibilità. Ma un altro passo si potrebbe fare anche nell’ambito degli uffici acquisti, indagando nuove strade legate alla sostenibilità del prodotto e del sistema azienda, promuovendo il passaggio dalla fase degli acquisti prevalentemente NIMBY (non nella mia area) ad una fase prevalente AIMBY (tutto nella mia area), tornando al passato, attraverso gli acquisti delle materie prime, dei semilavorati e dei prodotti finali vicino a casa. Questo perché, in accordo con gli uffici marketing, la certificazione AIMBY sulla filiera produttiva, può portare ad un ulteriore riconoscimento positivo da parte dei consumatori, in cui il risparmio di CO2 che si genera nei trasporti intercontinentali o extra nazionali, può essere rivendicato come distintivo green sui prodotti offerti sul mercato. AIMBY è uno stile di vita, come usare la bicicletta al posto della macchina, il treno al posto dell’aereo o ridurre l’uso della carne sulle nostre tavole o bere l’acqua del rubinetto al posto di quella in bottiglia che viene da centinaia di chilometri di distanza o ridurre l’uso di alimenti in confezioni monouso, o come molti altri comportamenti virtuosi. Inoltre, la riduzione dei trasporti delle merci via mare ridurrà in modo percentuale la possibilità di incidenti, collisioni, incendi, affondamenti dei cargo per avarie o condizioni metereologiche, che causano diffusi e pericolosi stati di inquinamento dei mari e delle spiagge sulla rotta delle navi. Tutti noi possiamo fare qualche cosa per aiutare il pianeta e, tutti noi consumatori, attraverso le nostre scelte possiamo indirizzare il mercato e le produzioni degli articoli che compriamo, nessuno si può sottrarre alle leggi di mercato e il mercato siamo tutti noi.Categoria: notizie - plastica - economia circolare - riciclo - rifiuti Approfondimenti sull'economia circolare
SCOPRI DI PIU'
Nell’era del boom economico, il 1963 segna una data importante per un’azienda lungimirante che pensava fuori dagli schemidi Marco ArezioI primi anni ’60 la plastica iniziava a compiere i primi e decisivi passi che avrebbero poi caratterizzato lo sviluppo economico e sociale del secolo scorso. Pochi anni prima Giulio Natta aveva ottenuto il Nobel per la chimica per le sue ricerche che lo portarono alla scoperta del polipropilene. I Caroselli nella TV in bianco e nero di allora magnificavano i molteplici usi del Moplen, con il quale si potevano realizzare contenitori leggeri, resistenti e colorati, perfettamente in grado si sostituire quelli fatti in lamiera verniciata, pesanti e che potevano arrugginirsi. Nella sale cinematografiche, intanto, gli italiani si appassionavano al Gattopardo. È infatti nel 1963, come abbiamo detto, in pieno boom economico, che grazie all’intuizione e ad una visione illuminata di Innocente Caldara e del cognato Mario Pontiggia, nasce la “Pontiggia & Caldara” che sessant’anni più tardi sarebbe diventata la Caldara Plast che conosciamo oggi. Il Sig. Innocente girava instancabilmente l’Italia con il suo camion, un OM Tigrotto, in un periodo di grandi innovazioni in tutti i settori. È in questo scenario, in un’Italia in grande fermento, in cui tutti gli scantinati di Milano erano occupati da qualche laboratorio dove si produceva “qualcosa”, che Innocente Caldara vide due residui plastici che molte industrie eliminavano, una risorsa da riutilizzare e riportare a nuova vita. Erano solo gli anni Sessanta ma questa è l’idea che oggi sta alla base dell’economia circolare. In quei primi faticosi ma emozionanti anni, l’azienda faceva trasporti per varie società situate nella provincia di Lecco, operanti nella distillazione del metacrilato, portando il monomero ai clienti di queste ditte. Il modus operandi era semplice ma efficace: da queste ditte che producevano lastre di metacrilato venivano ritirati gli scarti prodotti e, successivamente, gli stessi venivano venduti alle aziende che si occupavano di distillazione. Con l’evoluzione del mercato e dei materiali, (erano anni di gran fermento nell’industria dei polimeri), al metacrilato trattato inizialmente si aggiunsero presto anche gli scarti di Policarbonato, dell’ABS, della Poliammide e del Polistirolo. Così, anche l’azienda, come il mercato, stava cambiando. Negli anni Settanta venne costruito, non con pochi sacrifici, il capannone di Caslino d’Erba, paese d’origine della famiglia Caldara, necessario ormai per contenere tutti gli scarti ritirati. Qui vennero posizionati i primi mulini acquistati per macinare le diverse tipologia di materiali, e stoccare il macinato pronto da rivendere in Italia ma anche all’estero. Giungono in fretta gli anni Novanta e la ditta diventa “Innocente Caldara snc”. Accanto al Sig. Innocente inizia a lavorare a 17 anni il figlio Attilio, il secondo dei suoi figli, che si occupa della macinazione degli scarti. Anche Massimiliano, il figlio maggiore, lascia la società in cui lavorava ed entra nell’azienda di famiglia. Avendo la patente per guidare il camion si alterna al papà nella guida del nuovo Iveco 190, anche lui girando l’Italia recuperando scarti di polimeri da avviare alla macinazione. Nel 1994, il terzo figlio, Alessandro, si unisce ai fratelli e al padre occupandosi anche lui di trasporti e macinazione. A supportare tutto questo gran lavoro negli uffici arriva Ester, che si occupa di amministrazione e contabilità e che affianca la Sig.ra Angela, moglie del Sig. Innocente, che da sempre, con costanza e rigore, tiene le fila della parte amministrativa dell’azienda. Ora, che la quantità di scarti aumenta, sorge un dubbio ai Caldara “ma che ce ne facciamo di tutti questi scarti acquistati e macinati? Sono belli, colorati, perfino simpatici, gli ambientalisti non sono ancora intervenuti gridando che la plastica è uno dei mali del mondo, ma nel nostro magazzino incominciano a diventare un po' troppi.” E allora? Internet e il web ancora non esistevano... così si incominciò con il telefono e le pagine gialle a trovare potenziali clienti a cui interessassero le plastiche macinate, e altri potenziali fornitori da cui acquistare scarti di lavorazione. Massimiliano, approfittando di uno stop forzato a seguito di un incidente in moto, iniziò a stare al telefono e ad occuparsi in prima persona della ricerca di clienti e dei rapporti con i fornitori. Siamo negli anni Novanta e in Caldara è già iniziata l’era dell’economia circolare. Continua… Traduzione automatica. Ci scusiamo per eventuali inesattezze. Articolo originale in Italiano.Fonte: Caldara
SCOPRI DI PIU'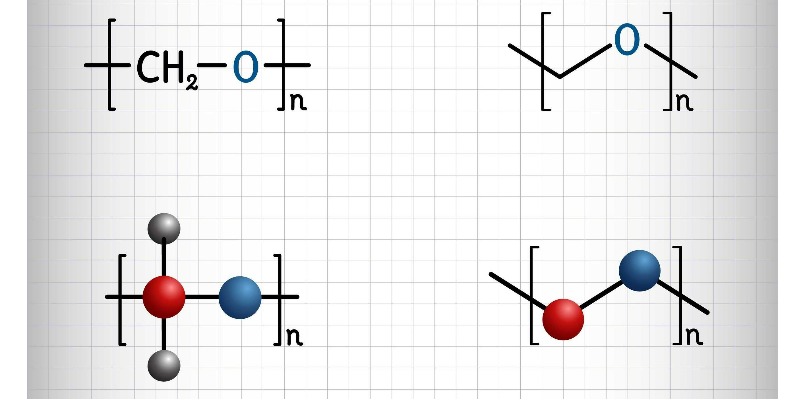
La resina acetalica o paraformaldeide (POM) è un polimero riciclato con ottime caratteristiche tecnichedi Marco ArezioIl POM, chiamato comunemente resina alcetalica, è un polimero semicristallino che si forma durante la omo (POM – H) o copolimerizzazione (POM – R) della formaldeide. L’omopolimero POM, (CH2O)n, è tra le materie prime più rigide, anche in assenza di elementi di rinforzo, e ha un’ottima stabilità dimensionale. Il Poliossimetilene o POM, è costituito da un ponte di metilene e un atomo di ossigeno, che attribuiscono al polimero un’alta resistenza e un costo produttivo contenuto rispetto ad altri polimeri dalle simili caratteristiche meccaniche. Le caratteristiche principali del POM sono: • Buona resistenza all’abrasione • Buona resistenza alle alte temperature (fino a 150° e costanti fino a 110°) • Elevata durezza di superficie • Basso coefficiente di attrito • Buon isolamento elettrico e dielettrico • Bassa permeabilità alle sostanze organiche, ai gas e ai vapori • Bassa resistenti agli acidi forti (PH4) • Bassa resistenza agli agenti ossidanti • Bassa resistenza ai raggi UV se non additivato • Bassa igroscopicità • Non saldabile ad alta frequenza Lavorazione del POM (Poliossimetilene) Il polimero può essere normalmente trattato con i soliti sistemi di lavorazione degli altri materiali termoplastici, tuttavia lo stampaggio a iniezione è un sistema di trasformazione del POM molto usato. Le ricette polimeriche con alto peso molecolare portano, normalmente, ad una lavorazione con sistemi di estrusione, mentre quelle leggermente reticolate sono più adatte al soffiaggio. Un’accortezza durante le fasi di stampaggio è quella di preriscaldare gli stampi ad una temperatura tra i 60 e i 130 °C, in questo caso il ritiro di lavorazione si riduce da 3 all’1% con la diminuzione della temperatura dello stampo, e il post ritiro aumenta in proporzione. Campi di applicazione del POM (Poliossimetilene) In virtù delle sue caratteristiche prestazionali in merito alla tenacità e durezza, i prodotti realizzati con il polimero POM sono adatti alla sostituzione di parti metalliche di uso tecnico, come leve, cuscinetti, viti, rotismi, bobine, raccorderie di tubi, parti di macchine utensili e componenti per pompe. Compound e blend con il POM (Poliossimetilene) Il polimero si presta a miscele tecniche che possano aumentarne la resistenza e la durabilità, infatti è possibile additivarli con fibra di vetro, sferette di vetro o cariche minerali. Inoltre è possibile creare dei blend tra il POM e il gli elastomeri PUR, queste miscele permettono di aumentare la tenacità ma, nello stesso tempo, diminuire la rigidità e la resistenza, aggiungendo normalmente circa il 50% di elastomeri PUR. E’ possibile aumentare anche il comportamento all’attrito o allo scorrimento a secco aggiungendo cariche di MoS2, PFT, PE od oli di silicone. Invece, per aumentare la stabilità al calore e la conducibilità elettrica si può aggiungere al POM la polvere di alluminio o di bronzo. Come si ricicla il POM (Poliossimetilene) Gli scarti del POM possono essere di tipo industriale o da post consumo, sono comunque entrambi validi prodotti per poter essere riciclati ed impiegati in miscele tecniche. Gli scarti di tipo industriale, che godono di una pulizia maggiore in partenza, sono generalmente preselezionati e successivamente macinati, per poi essere utilizzati in miscela con il macinato da post consumo o con il POM vergine. Questo dipende sempre dal tipo di trasformazione del polimero che si deve fare e da tipo di prodotto finale, sia per quanto riguarda le caratteristiche fisico - meccaniche che per aspetto estetico. Gli scarti da post consumo, hanno bisogno di una maggiore attenzione in fase di riciclo, infatti potrebbe essere necessario, dopo la selezione, un’attenta valutazione sull’eventuale passaggio in un mulino magnetico, per togliere eventuali parti metalliche, ed un lavaggio per separare il POM da elementi non metallici. Categoria: notizie - tecnica - plastica - riciclo - POM
SCOPRI DI PIU'
Polvere o Granulo Riciclato di PVC: Sarà Sempre come tu lo Vuoidi Marco ArezioIl PVC riciclato si è fatto in mille forme per te, per i tuoi estrusori o per le tue presse, in granulo, macinato o in polvere è sempre a tua disposizione per le tue produzioni.Si mette al tuo servizio con mille vestiti diversi, colori a RAL o standard, miscele popolane o di classe, che non fanno desiderare di avere altri polimeri vergini. Diventa sempre quello che vuoi tu vuoi che sia: • Tubi • Profili • Zerbini • Raccordi • Accessori • Masselli autobloccanti • Finestre • Scarpe • Ciabatte • Stivali • Canne dell’acqua • Griglie • Fili per legature • Angolari • Guarnizioni • Membrane impermeabili • Puntali antiinfortunistici • Semilavorati • Chiusini • E molto altro Si adatta a quello che desideri, può essere rigido o soft a seconda di cosa richiede la situazione, può essere trasparente se lo richiedi, senza ombre o sfumature strane, o di mille colori se preferisci. Ma sa anche essere forte e resistente come il granulo, aspettando che tu possa scioglierlo e plasmarlo secondo i tuoi desideri, oppure impalpabile come la polvere nella quale lasciare la tua impronta o sfuggente come le scaglie di un macinato che assomigliano ai coriandoli della tua infanzia. Il PVC riciclato, sotto qualsiasi forma, cammina con te, ti accompagna nella tua vita lavorativa, ti esorta a rispettare l’ambiente, a ridurre l’impronta carbonica, a non utilizzare i polimeri vergini di derivazioni petrolifera se possibile, ti rendono fiero di partecipare al processo dell’economia circolare, ti insegna a credere di poter costruire un mondo migliore attraverso il riciclo. Quando fai una cosa che ritieni socialmente utile, come realizzare prodotti in PVC riciclato, lo fai anche per le generazioni future, forse anche per i tuoi figli, insegnandoli che la riduzione dei consumi, il riciclo, il riuso e il recupero di ciò che sembrerebbe un rifiuto, sono fattori non trascurabili ma essenziali per vivere in un mondo meno consumista, dove si brucia tutto quello che si tocca, lasciando solo scorie.Categoria: notizie - plastica - economia circolare - rifiuti - riciclo - PVC Vedi maggiori informazioni sulle materie plastiche
SCOPRI DI PIU'