






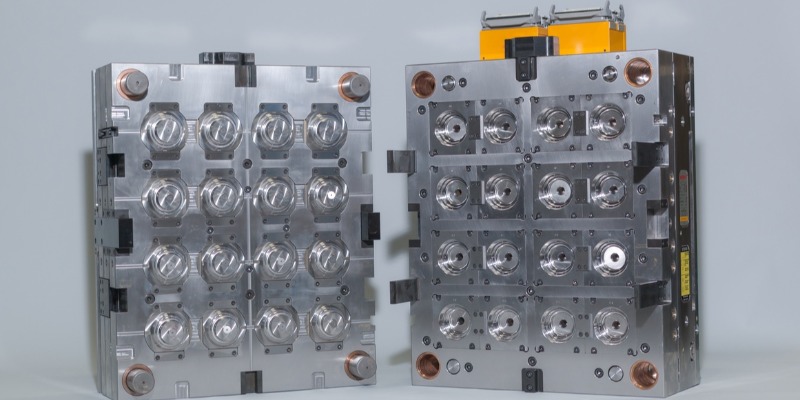
Piccoli suggerimenti per migliorare lo stampaggio a iniezionedi Marco ArezioAbbiamo già affrontato negli articoli presenti sul portale, alcuni argomenti riguardanti i difetti che si creano in fase di stampaggio, e le soluzioni che si suggeriscono, sia per quanto riguarda la gestione degli stampi, che per i difetti che si possono riscontrare sul prodotto finito. Come sapete lo stampaggio delle materie plastiche è una scienza imperfetta in quanto il buon esito del lavoro di stampaggio è influenzato da una quantità davvero importante di fattori. Possiamo partire dalla tipologia della macchina, dai suoi componenti e dal loro stato di usura, dalla progettazione dello stampo e dal suo mantenimento in buone condizioni, dalle materie prime utilizzate, con particolare attenzione a quelle rigenerate, alla regolazione dei parametri macchina e stampo. Tutte queste cose messe insieme vanno, alla fine, ad influire sul buon esito del lavoro e, con esso, sul buon esito finanziario del vostro lavoro. Infatti, anche questo aspetto, che forse i tecnici puri trascurano, è da tenere in considerazione tanto quanto la qualità e la tecnica in produzione. Vediamo brevemente alcuni difetti che possono capitare frequentemente: Striature sulle pareti dei prodotti Sono dette anche linee di flusso che comprendono strisciate, macchie e colorazioni differenti che possono essere causate dal profilo di raffreddamento e del percorso che compie la plastica per raggiungere le parti dello stampo. Ci sono alcuni modi per ovviare a questo inconveniente che riguardano l'aumento della velocità di iniezione per migliorare il riempimento delle cavità, oppure lo smorzamento di alcune angolature dello stampo in cui passa il flusso. Piccole cavità sulle superfici dei prodotti Si formano normalmente sulle pareti dei prodotti delle piccole depressioni o avvallamenti specialmente nelle aree dove lo spessore è maggiore o dove il flusso subisce dei restringimenti. In questi casi si consiglia di ridurre la temperatura dello stampo, aumentare la pressione di iniezione e il tempo di stampaggio per migliorare la polimerizzazione e il raffreddamento. Se fosse possibile, al fine di migliorare il raffreddamento, si consiglia di ridurre lo spessore delle pareti ove il manufatto lo consenta. Vuoti Se precedentemente abbiamo parlato di piccole cavità o piccoli avvallamenti che si possono riscontrare sulle superfici qui possiamo parlare di veri e propri vuoti caratterizzati da un'incompleta finitura della parete. Il motivo per cui si creano questi vuoti possono essere molteplici. Normalmente sono originati da sacche d'aria che si oppongono al buon deflusso dell'impasto nello stampo, le cui cause si possono riscontrare in un'eccessiva presenza di gas all'interno, formato per esempio dalla degradazione del polimero nella vite della macchina, che non viene correttamente sfogato. Cosa che può capitare facilmente se si utilizzano polimeri composti, come il PP/PE e non si tiene in giusta considerazione il rapporto tra temperatura di estrusione e composizione del materiale. Un'altra causa potrebbe essere l'eccessiva viscosità della materia prima utilizzata su cui si può intervenire con una idonea scelta della fluidità del prodotto. Anche il mantenimento del corretto allineamento dello stampo in fase di iniezione può aiutare a ridurre queste problematiche. Delaminazione delle superfici Può capitare che le pareti del prodotto stampato presentino piccoli strati che si possono sfogliare. Le cause sono da attribuire, tra gli altri, ad alcuni fattori quali l'eccessiva presenza di umidità o l'utilizzo di polimeri rigenerati nei quali sono presenti polimeri con gradi di fusione diversi dal principale. E' sempre consigliabile, specialmente se si usano granuli rigenerati, asciugarli in silos prima di metterli in macchina. Inoltre la corretta scelta dei granuli riciclati passa dalla conoscenza del DSC dei polimeri che si usano, in quanto, maggiore è la percentuale di polimeri con gradi di fusione diversa, maggiore è la possibilità di creare stress termici nei polimeri. Un altro consiglio è quello di aumentare la temperatura dello stampo. Linee di saldatura In prossimità delle linee di saldatura si possono creare imperfezioni estetiche a causa delle diverse direzioni di movimento della plastica liquida. In primo luogo la corretta chiusura di uno stampo permette una buona performace non solo del polimero all'interno ma anche una migliore finitura dei prodotti. Inoltre la corretta scelta della fluidità del prodotto e del tonnellaggio della macchina, in funzione del prodotto finale che si deve produrre, permette una produzione corretta senza sforzare ne lo stampaggio che il polimero, a tutto vantaggio della qualità dell'elemento stampato. Infine il design dello stampo che tiene conto dei corretti flussi del polimero in presenza della saldatura del prodotto sono da tener presente quando si dovessero verificare problemi estetici sulla saldatura e, in questo caso, valutare un intervento sullo stampo che possa essere risolutivo al problema.Categoria: notizie - tecnica - plastica - riciclo - stampi - difetti di produzione
SCOPRI DI PIU'
Scopri come la polvere di cotone può trasformare l'industria con applicazioni sostenibili in svariati settori di Marco ArezioLa polvere di cotone è un sottoprodotto della lavorazione del cotone che si forma durante i vari processi industriali, come la cardatura, la filatura e la tessitura del cotone. Questa polvere è composta principalmente da fibre di cotone sottili e spezzate, frammenti di semi, e altre particelle organiche minori. Formazione della Polvere di Cotone La formazione della polvere di cotone durante la lavorazione industriale dello stesso è un processo complesso che si realizza in diverse fasi, principalmente a causa delle interazioni meccaniche tra le fibre di cotone, le macchine lavoratrici e l'ambiente di lavorazione. Esaminiamo più in dettaglio queste fasi e i fattori che contribuiscono alla generazione di polvere. Preparazione della materia primaApertura e Pulizia: Le balle di cotone grezzo vengono aperte per allentare le fibre compresse. Durante la pulizia, semi, detriti vegetali e altre impurità vengono rimossi. Queste operazioni meccaniche agitano le fibre, liberando frammenti di cotone e particelle fini nell'aria, dando inizio alla formazione di polvere.Miscelazione: Le fibre vengono miscelate per garantire uniformità nel prodotto finale. Questo processo, pur essendo meno intenso, contribuisce alla diffusione di particelle fini. Cardatura Separazione delle Fibre: La cardatura è forse la fase più critica per la generazione di polvere. Le macchine cardatrici separano le fibre aggrovigliate, allineandole per la successiva filatura. L'azione meccanica dei cilindri cardatori, dotati di denti fini, genera un'alta quantità di polvere a causa della rottura delle fibre più corte e deboli. Rimozione delle Impurità: Nonostante la precedente pulizia, alcune impurità rimangono intrappolate tra le fibre. La cardatura aiuta a rimuovere ulteriormente queste impurità, che vengono poi espulse sotto forma di polvere e detriti. Filatura Stiratura e Torsione: Nella filatura, le fibre cardate vengono stirate e torcite per trasformarle in filo. Il movimento rapido e la tensione applicata alle fibre possono causare ulteriori rotture, specialmente nelle fibre più deboli, contribuendo alla formazione di polvere. Generazione di Calore: L'attrito generato dalle macchine filatrici produce calore, che può asciugare le fibre e rendere più probabile la rottura e la formazione di polvere. Questo fenomeno è particolarmente evidente in ambienti con controllo dell'umidità non ottimale. Fattori Ambientali Umidità: L'umidità relativa dell'ambiente di lavorazione gioca un ruolo significativo nella formazione di polvere. Ambienti troppo secchi favoriscono la fragilità delle fibre e la generazione di polvere, mentre un'umidità eccessiva può ridurre l'efficienza della lavorazione. Ventilazione: Una ventilazione inadeguata può aumentare la concentrazione di polvere nell'aria, aggravando i problemi di qualità dell'aria e salute dei lavoratori. La gestione efficace della polvere di cotone richiede un'attenzione particolare a questi processi e fattori ambientali, implementando sistemi di controllo della qualità dell'aria e tecnologie di raccolta della polvere per minimizzare l'impatto sulla salute e sull'ambiente. Problemi di Salute per i Lavoratori Associati alla Polvere di Cotone L'esposizione alla polvere di cotone nei luoghi di lavoro, specialmente nelle industrie di lavorazione dello stesso, può portare a vari problemi di salute per i lavoratori. Questi problemi spaziano da effetti immediati e a breve termine a condizioni croniche e malattie gravi. Ecco un'analisi dettagliata: Bissinosi (Byssinosis) Definizione e Sintomi: La bissinosi, comunemente nota come "polmone del cotone", è una malattia polmonare causata dall'inalazione prolungata della polvere di cotone. I sintomi possono includere tosse, oppressione toracica, difficoltà respiratorie e diminuzione della capacità polmonare. Questi sintomi tendono a peggiorare con la continua esposizione. Meccanismo e Progressione: La malattia si sviluppa tipicamente dopo anni di esposizione. Inizialmente, i sintomi possono manifestarsi all'inizio della settimana lavorativa e migliorare durante il fine settimana o le vacanze, ma possono diventare permanenti con l'esposizione continua. Asma Occupazionale Esposizione alla Polvere di Cotone: L'asma occupazionale può essere scatenata o aggravata dalla polvere di cotone. Gli agenti irritanti presenti nella polvere possono indurre reazioni infiammatorie nelle vie aeree, causando restringimento bronchiale, tosse e difficoltà respiratorie. Prevalenza e Fattori di Rischio: I lavoratori nel settore della lavorazione del cotone hanno un rischio più elevato di sviluppare asma occupazionale, soprattutto se esistono preesistenti condizioni respiratorie o una predisposizione alle allergie. Irritazioni e Altre Condizioni Respiratorie Irritazioni: Oltre ai problemi respiratori, l'esposizione alla polvere di cotone può causare irritazioni agli occhi, alla pelle e alle vie respiratorie superiori. Queste irritazioni sono generalmente di natura meccanica, dovute alle particelle fisiche presenti nell'aria. Altre Condizioni Respiratorie: L'esposizione continua può portare allo sviluppo di altre patologie respiratorie croniche, come la bronchite cronica e diverse forme di pneumoconiosi, che differiscono dalla bissinosi per natura e meccanismo di sviluppo. Strategie di Prevenzione e Intervento Controllo dell'Esposizione: La riduzione dell'esposizione alla polvere di cotone è fondamentale. Ciò può essere ottenuto attraverso l'uso di sistemi di ventilazione e aspirazione della polvere, nonché la fornitura di dispositivi di protezione individuale (DPI), come maschere e respiratori. Sorveglianza Sanitaria: Implementare programmi di sorveglianza sanitaria per i lavoratori esposti, permettendo la diagnosi precoce delle condizioni correlate alla polvere di cotone e l'intervento tempestivo. Educazione e Formazione: Informare i lavoratori sui rischi associati all'esposizione alla polvere di cotone e fornire formazione sull'uso corretto dei DPI e sulle pratiche lavorative sicure. La gestione dei rischi legati alla polvere di cotone richiede un approccio olistico che includa la prevenzione, il monitoraggio e l'educazione, al fine di proteggere la salute dei lavoratori e garantire ambienti di lavoro sicuri e salubri. Raccolta della Polvere di Cotone La raccolta efficace della polvere di cotone negli ambienti di lavorazione è fondamentale per ridurre l'esposizione dei lavoratori e minimizzare l'impatto ambientale. Esistono vari metodi e tecniche per la raccolta della polvere, ognuno dei quali è progettato per affrontare specifiche sfide legate alla gestione della polvere nei processi di lavorazione del cotone. Sistemi di Aspirazione Aspirazione Localizzata: Questa tecnica impiega sistemi di aspirazione posizionati direttamente nelle vicinanze delle fonti di generazione della polvere, come le macchine cardatrici e filatrici. L'obiettivo è catturare la polvere al momento della sua formazione, prima che possa diffondersi nell'ambiente di lavoro. Efficienza e Design: I sistemi di aspirazione devono essere progettati per adattarsi specificamente alle macchine e ai processi che generano polvere, garantendo che la velocità e il volume dell'aria aspirata siano sufficienti per catturare efficacemente la polvere senza interferire con le operazioni di lavorazione. Filtrazione dell'Aria Filtri ad Alta Efficienza: Dopo l'aspirazione, l'aria contenente polvere viene convogliata attraverso filtri progettati per trattenere particelle fini. I filtri HEPA (High Efficiency Particulate Air) e ULPA (Ultra Low Penetration Air) sono tra i più efficaci nel catturare particelle di dimensioni estremamente ridotte. Manutenzione e Sostituzione: È cruciale mantenere i filtri puliti e in buone condizioni, sostituendoli secondo le raccomandazioni del produttore per garantire l'efficacia continua del sistema di filtrazione. Confinamento e Automazione Confinamento delle Operazioni: Limitare la diffusione della polvere confinando le operazioni che generano polvere in aree chiuse o cabine appositamente progettate. Questo approccio, combinato con l'aspirazione e la filtrazione, può ridurre significativamente la quantità di polvere nell'ambiente di lavoro. Automazione del Processo: L'automazione delle fasi di lavorazione più polverose può ridurre l'esposizione diretta dei lavoratori alla polvere. Sebbene l'automazione richieda investimenti iniziali, può offrire benefici significativi in termini di salute e sicurezza sul lavoro. Monitoraggio e Manutenzione Monitoraggio dell'Aria: L'implementazione di sistemi di monitoraggio della qualità dell'aria in tempo reale può aiutare a identificare aumenti dei livelli di polvere e adottare misure correttive tempestive. Programmi di Manutenzione Regolare: Mantenere i sistemi di raccolta della polvere e i dispositivi di protezione in condizioni ottimali attraverso programmi di manutenzione regolare è essenziale per la loro efficacia a lungo termine. La combinazione di questi metodi e tecniche consente di creare un ambiente di lavoro più sicuro e pulito, riducendo al minimo l'esposizione dei lavoratori alla polvere di cotone e contribuendo alla sostenibilità delle operazioni di lavorazione del cotone. Riciclo della Polvere di Cotone Il riciclo della polvere di cotone rappresenta un'opportunità significativa per le industrie tessili e altri settori per promuovere la sostenibilità e l'economia circolare. La polvere di cotone, un sottoprodotto della lavorazione del cotone, può essere trasformata in nuovi materiali e prodotti, riducendo così lo spreco e l'impatto ambientale. Vediamo più da vicino i processi e le applicazioni del riciclo della polvere di cotone. Processi di Riciclo Trattamento e Preparazione: Prima di poter essere riciclata, la polvere di cotone deve essere raccolta e trattata per rimuovere eventuali impurità. Questo può includere la separazione delle fibre più lunghe da quelle più corte e la rimozione di semi, detriti e altri residui. Pressatura e Compattazione: La polvere di cotone trattata può essere poi pressata e compattata in balle o pannelli, a seconda dell'uso finale previsto. Questo passaggio facilita il trasporto e la manipolazione del materiale. Impiego della Polvere di Cotone RiciclataMateriali di Riempimento La polvere di cotone può essere usata come materiale di riempimento ecologico per cuscini, giocattoli, e articoli di tappezzeria. Grazie alla sua origine naturale, offre un'alternativa sostenibile ai riempitivi sintetici. Produzione di Carta Sfruttando il contenuto di cellulosa della polvere di cotone, è possibile produrre carta o cartoncino. Anche se questa carta potrebbe non avere la stessa qualità di quella derivata direttamente dalle fibre di cotone lunghe, è adatta per applicazioni meno esigenti, come imballaggi o prodotti monouso. Compostaggio Data la sua composizione organica, la polvere di cotone può essere aggiunta al compost come fonte di carbonio. Questo aiuta a bilanciare il rapporto carbonio/azoto nel compost, favorendo il processo di decomposizione e producendo un ammendante ricco di nutrienti per l'agricoltura. Produzione di Pannelli Isolanti La polvere di cotone può essere utilizzata nella produzione di pannelli isolanti per l'edilizia. Questi pannelli, oltre a offrire un ottimo isolamento termico e acustico, sono biodegradabili e non tossici, rendendoli un'opzione sostenibile per la bioedilizia. Mangimi Animali Può essere impiegata anche come ingrediente nei mangimi, ma prima di essere utilizzata, deve essere trattata per rimuovere sostanze potenzialmente nocive, come i gossypol, un alcaloide naturale del cotone che può essere tossico per alcuni animali. Dopo il trattamento, la polvere di cotone può essere un'aggiunta preziosa ai mangimi, specialmente per il suo contenuto di proteine e fibre. È particolarmente adatta per l'alimentazione di ruminanti, i quali sono in grado di digerire le fibre efficacemente grazie al loro sistema digestivo unico. Materiali Compositi La polvere di cotone può essere utilizzata come rinforzo in materiali compositi, combinata con polimeri o resine, per migliorarne le proprietà meccaniche come la resistenza e la durabilità. Questi compositi possono essere impiegati in una vasta gamma di applicazioni, dalla produzione di componenti automobilistici a oggetti di uso quotidiano. L'uso della polvere di cotone nei materiali compositi non solo riduce la dipendenza da risorse fossili ma può anche offrire vantaggi in termini di leggerezza e isolamento termico, contribuendo a migliorare l'efficienza energetica e la sostenibilità dei prodotti finiti. Produzione di Energia La polvere di cotone può essere utilizzata come biomassa in processi di combustione o gasificazione per produrre energia. Questo approccio trasforma un rifiuto in una preziosa fonte di energia rinnovabile. L'utilizzo della polvere di cotone per la produzione di energia può contribuire a ridurre la dipendenza dai combustibili fossili e a diminuire le emissioni di gas serra, supportando gli obiettivi di sostenibilità e di transizione energetica.Materiali per l'Edilizia La polvere di cotone può trovare applicazione nella produzione di materiali da costruzione, come blocchi isolanti o pannelli acustici. Questi materiali offrono buone prestazioni in termini di isolamento termico e acustico, oltre a essere biodegradabili e non tossici. Problematiche ed Opportunità Problematiche: La principale sfida nel riciclo della polvere di cotone risiede nella raccolta e nella separazione efficace del materiale utile dalle impurità. Inoltre, il mercato per i prodotti ricavati dalla polvere di cotone deve essere sviluppato e promosso attivamente. Opportunità: Il riciclo della polvere di cotone offre l'opportunità di ridurre i rifiuti e promuovere pratiche di produzione sostenibili. Incentivare l'innovazione e lo sviluppo di nuovi prodotti può aprire nuovi mercati e stimolare l'economia circolare. In conclusione, il riciclo della polvere di cotone rappresenta un'importante leva per l'industria tessile e altre industrie connesse per avanzare verso una maggiore sostenibilità e responsabilità ambientale. La ricerca e lo sviluppo continuo in questo campo sono cruciali per superare le sfide esistenti e sfruttare appieno le potenzialità del riciclo della polvere di cotone.
SCOPRI DI PIU'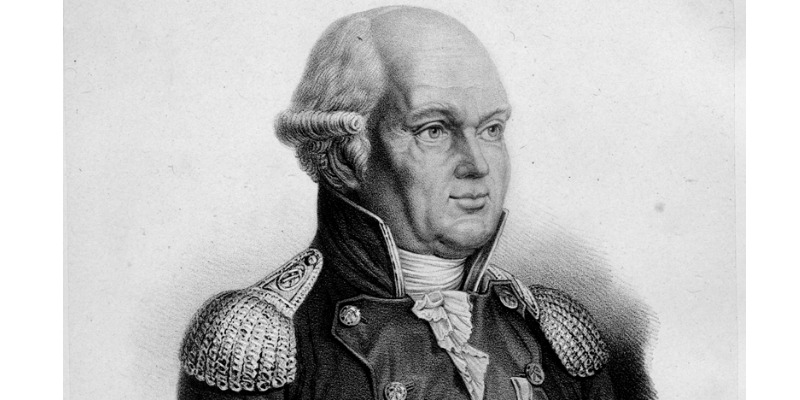
La lunga storia che parte dalla grafite ed arriva al moderno grafenedi Marco ArezioAbraham Gottlob Werner nasce a Wehrau, in Prussia, l’attuale Polonia, il 15 Settembre 1749 in una famiglia che era occupata nell’industria mineraria, infatti il padre lavorava in una fonderia dello stesso paese. Werner durante gli studi seguì le orme famigliari e si iscrisse all’Accademia Mineraria di Freiberg, per poi ottenere una specializzazione presso l’università di Lipsia in Paleontologia nel 1771. Il suo interesse verso le rocce si manifestò precocemente tanto che nel 1774 pubblicò un manuale descrittivo di mineralogia, che fu considerato il primo manuale moderno in materia. Nel 1775 fu nominato ispettore e docente di Mineralogia Technische Universität Bergakademie Freiberg, divenendo in seguito membro di alcune istituzioni scientifiche Europee. Il suo interesse verso la grafite fu subito spiccato e ne studiò la formazione, la nascita e la conservazione dei depositi in Europa. Scoprì che la grafite era costituita da resti vegetali e carbonio che, per via della pressione dei sedimenti (minore di quella che dà origine ai diamanti) e della temperatura tra i 1500 e i 3000 gradi centigradi, diventavano, dopo un lungo processo, grafite.Oggi sappiamo che i depositi principali di grafite si trovano nel Madagascar, in Russia, nello Sri Lanka, in Messico e, in forma minore in Slovacchia e USA. Werner, fu nella vita accompagnato sempre da una salute cagionevole e morì a Dresda il 30 Giugno del 1817.La grafite viene utilizzata per produrre matite, come materiale refrattario, come lubrificante, come colorante, nelle spazzole per macchine elettriche rotanti, in molte applicazioni elettriche e nel settore dell’energia atomica. La manipolazione della grafite ha recentemente portato a scoprire l’uso del grafene, che è costituito da fogli bidimensionali di grafite, intuendone le numerose doti racchiuse in questo prodotto. Il grafene non è solo un materiale completamente trasparente alla luce (97,7%), ma anche il materiale più sottile al mondo che conosciamo e, nonostante la sua sottigliezza, può essere stirato fino al 20% della sua lunghezza, mantenendo un carico di rottura teorico di 130 GPa. Secondo i suoi scopritori, vincitori del premio Nobel nel 2010, un singolo foglio di grafene (quindi un foglio alto 1 atomo) largo 1 metro quadro sarebbe capace di sostenere il peso di un gatto di 4 kg, pesare 0,7 mg ed essere virtualmente invisibile. Un altro aspetto interessante è che il grafene è capace di immagazzinare idrogeno: se deformato, forma delle "creste", con l'idrogeno che tende ad accumularsi sulle punte di tali creste. Per rilasciare il gas è necessario eliminare la deformazione del grafene, in modo che l'idrogeno sia espulso dalle creste. Tali risultati sono frutto del lungo lavoro messo in atto dall'Adanascelo team nell'isola di Hokkaido, in Giappone. Ma l’impiego sperimentale del grafene si è diffuso in molti settori, dall’edilizia, allo sport, ai sistemi illuminanti, agli impianti di desalinizzazione, con lo scopo di applicare i vantaggi tecnici del prodotto in sostituzione di altri materiali meno performanti. Categoria: notizie - tecnica - grafene - storia
SCOPRI DI PIU'
La Caotica Situazione del Polipropilene in Turchia: la Tempesta Perfettadi Marco ArezioUn periodo così se lo ricorderanno a lungo, non solo il sistema industriale Turco che utilizza il polipropilene ma, a cascata, anche gli acquirenti dei prodotti finiti che le fabbriche Turche riforniscono e il sistema finanziario che è sotto pressione.Gli aumenti spropositati del polipropilene in Turchia è la conseguenza di una serie di situazioni eccezionali che si sono verificate sui mercati mondiali delle materie prime vergini, manifestandosi come una tempesta perfetta. E come tutte le tempeste improvvise, la situazione ha colto di sorpresa anche i buyers Turchi, creando una serie di difficoltà sull’approvvigionamento della materia prima, sui livelli di prezzi insostenibili e sui bilanci delle aziende. La concatenazione degli eventi si è abbattuta su analisi previsionali di disponibilità di PP regolare, pur con una previsione di un rialzo dei prezzi che sembrava sostenibile e ciclico. Le aspettative di un rialzo graduale ruotavano intorno alla considerazione di un periodo estremamente lungo di prezzi sotto la media, di una ipotesi di ripresa internazionale e dell’avvicinarsi del capodanno Cinese che avrebbe liberato maggiori disponibilità sul mercato. In realtà queste tesi si sono rilevate sbagliate in merito all’eccezionalità degli eventi che sono capitati: • I problemi metereologici negli USA con un crollo delle produzioni di PP • Lo spostamento di parti delle scorte mondiali dei produttori verso mercati più profittevoli come gli USA e l’Europa • La scarsità di circolazione dei containers che ha impennato le quotazioni • Il concatenamento di fermi produttivi agli impianti, in parte già programmati come Total, Ineos, LyondellBasell, ExxonMobil, Borealis e Unipetrol. Scorte ridotte anche nel Medio Oriente, area di normale approvvigionamento per la Turchia • La riduzione delle festività del capodanno cinese a causa del Covid con una ripresa dei consumi di di polimeri prima del previsto • Il rallentamento delle operazioni doganali causa Covid. Questi eventi concatenati hanno portato in Turchia un livello dei prezzi elevatissimi, con una scarsità di disponibilità che ha messo in crisi i produttori locali. Gli operatori dichiarano aumenti per il PPH di 350-500 $ a tonnellata, da una settimana all’altra e i buyers non sanno come trasmettere in modo costruttivo al settore commerciale gli aumenti dei costi dei prodotti. La crescita dei prezzi in percentuale ha raggiunto il 49% per il PP Raffia e il 32% il PPBC per iniezione, rispetto a Febbraio 2021, creando il caos soprattutto nelle aziende che lavorano con contratti di forniture per clienti che assemblano i semilavorati prodotti in Turchia. Non sono solo i margini di contribuzione sulle commesse a non quadrare più, ma anche l’impossibilità di produrre per la mancanza, anche a qualsiasi prezzo, della materia prima. Nemmeno l’aumento della lira turca rispetto al dollaro è stata di aiuto in questa situazione paradossale, che sta mettendo in ginocchio il comparto delle materie plastiche avendo un peso nel paese di cruciale importanza. Ci si interroga su quando questa situazione possa risolversi, ma gli analisti sono prudenti nello stabilire delle date, in quanto il fenomeno è complesso e la risoluzione delle problematiche passa dall’evolversi in modo positivo di tutti i fattori sopra descritti.Categoria: notizie - plastica - economia circolare - rifiuti - PP - Turchia Maggiori informazioni sulle regole di navigazione internazionali
SCOPRI DI PIU'
Il PVA è un polimero ormai onnipresente nella produzione di oggetti di uso comune e di rilevanza tecnica, ma con risvolti ambientali non semplici di Marco ArezioIl poliacetato di vinile (PVA) è un polimero sintetico con eccellenti proprietà di solubilità in acqua, rendendolo un materiale di scelta in diverse applicazioni industriali e commerciali. La sua versatilità deriva dalla sua capacità di formare film trasparenti, la sua resistenza a solventi organici e oli, nonché la sua atossicità, che lo rende sicuro per l'utilizzo in applicazioni mediche e alimentari. Produzione del PVA Processo di Produzione La produzione di PVA inizia con la polimerizzazione dell'acetato di vinile in presenza di un catalizzatore. Il processo può variare, ma comunemente include le fasi di iniziazione, propagazione e terminazione, che conducono alla formazione di catene polimeriche di PVA. Successivamente, il polimero viene purificato e trasformato in varie forme per la commercializzazione, come polvere, granuli o soluzioni acquose. Dati di Produzione Mondiale La produzione di PVA a livello mondiale è influenzata da diversi fattori, tra cui la domanda nei settori chiave come l'imballaggio, la tessile, l'edilizia e l'agricoltura. L'Asia è il maggiore produttore di PVA, in particolare la Cina, che da sola contribuisce significativamente alla capacità produttiva globale. Altri paesi asiatici come Giappone, Corea del Sud e India sono anche importanti produttori di PVA. Principali Paesi Produttori di PVACina: La Cina è il leader nella produzione di PVA, con una stima di produzione che varia notevolmente, ma che può superare il milione di tonnellate annue, a seconda della domanda interna e delle esportazioni. Giappone e Corea del Sud: Questi paesi sono noti per la loro alta qualità di PVA, con una produzione combinata che può raggiungere centinaia di migliaia di tonnellate all'anno. India: L'India sta emergendo come un importante centro di produzione di PVA, con una capacità produttiva in crescita, che mira a soddisfare sia il mercato interno che quello delle esportazioni. Trend di Crescita La tendenza di crescita nella produzione di PVA riflette l'aumento della domanda in vari settori applicativi. La produzione è prevista aumentare nei prossimi anni, con un tasso di crescita annuo composto (CAGR) che può variare in base a diversi fattori economici, tecnologici e ambientali. Applicazioni ed Utilizzi del PVAIl Polivinil Alcol (PVA) è un polimero versatile con una vasta gamma di applicazioni e utilizzi in diversi settori industriali, grazie alle sue proprietà uniche quali la solubilità in acqua, la biodegradabilità (sotto certe condizioni), la resistenza chimica e meccanica, e l'atossicità. Di seguito, approfondiamo le principali applicazioni e utilizzi del PVA. Industria Tessile Nel settore tessile, il PVA è impiegato come agente di addolcimento e di finitura per migliorare la resistenza e la flessibilità dei filati e dei tessuti. Serve anche come fibra di supporto che può essere facilmente rimossa dopo il processo di tessitura, migliorando così l'efficienza della produzione. Packaging Il PVA trova ampio impiego nell'industria del packaging, in particolare nella produzione di film solubili in acqua e di imballaggi biodegradabili, come le capsule di detersivo liquido. Questi imballaggi si dissolvono completamente a contatto con l'acqua, riducendo i rifiuti di plastica. Edilizia e Costruzioni Nell'edilizia, il PVA è usato come componente in malte, intonaci, e sigillanti per migliorarne le proprietà adesive, la flessibilità e la resistenza all'umidità. Viene inoltre utilizzato in pitture e rivestimenti per aumentarne la durata e la resistenza agli agenti chimici. Industria della Carta Il PVA migliora la resistenza meccanica e la lucidità della carta e del cartone, trovando applicazione nella produzione di carta per stampa di alta qualità e imballaggi alimentari. Agisce anche come agente legante in inchiostri e vernici, migliorando la qualità di stampa. Elettronica Nel campo dell'elettronica, il PVA è utilizzato in componenti di display a cristalli liquidi (LCD) e in altri dispositivi elettronici per le sue proprietà ottiche e isolanti. Serve come strato di allineamento per i cristalli liquidi, essenziale per la qualità dell'immagine. Settore Farmaceutico e Medico Il PVA trova impiego in applicazioni mediche e farmaceutiche, tra cui la fabbricazione di capsule e film solubili per il rilascio controllato di farmaci, nonché in materiali per lenti a contatto morbide e idrogeli per applicazioni biomediche, grazie alla sua compatibilità biologica e atossicità. Agricoltura Nell'agricoltura, il PVA è usato per produrre film agricoli biodegradabili che aiutano a conservare l'umidità del suolo e a ridurre l'uso di erbicidi. Questi film si degradano naturalmente, riducendo l'impatto ambientale dell'agricoltura intensiva. Prodotti per la Cura Personale Il PVA è impiegato nella produzione di prodotti per l'igiene personale, come gli shampoo e i bagnoschiuma in forma solida, che si dissolvono in acqua, offrendo una soluzione sostenibile e riducendo l'utilizzo di plastica. Riciclo del PVA Il riciclo del PVA presenta delle sfide a causa della sua solubilità in acqua, ma esistono metodi sia fisici che chimici per il suo trattamento. La ricerca è incentrata sul miglioramento delle tecniche di recupero e sullo sviluppo di processi biologici per degradare il PVA in maniera più efficiente e sostenibile. Tecniche di Riciclo Riciclo Meccanico: Questo metodo implica la macinazione o la triturazione del PVA usato per riutilizzarlo direttamente nella produzione di nuovi articoli. Tuttavia, la sua efficacia è limitata dalla qualità del PVA riciclato, che può essere compromessa dalla degradazione termica o meccanica. Riciclo Chimico: Questa tecnica trasforma il PVA in monomeri o in altri composti chimici attraverso processi come l'idrolisi alcalina o l'alcolisi. Questi monomeri possono essere poi reimmessi nel ciclo produttivo. Il riciclo chimico ha il vantaggio di poter recuperare il PVA da miscele e compositi, superando alcune delle limitazioni del riciclo meccanico. Riciclo Biologico: Sfrutta microrganismi capaci di degradare il PVA in composti più semplici, come acqua e anidride carbonica, o in altri intermedi utili. La ricerca in questo campo è focalizzata sull'identificazione e l'ingegnerizzazione di ceppi batterici o enzimi specifici che possano effettuare questa trasformazione in modo efficiente. Solubilità in Acqua e Biodegradabilità La solubilità in acqua del PVA è sia una benedizione che una maledizione. Da un lato, facilita la sua rimozione da tessuti o altri materiali in processi industriali; dall'altro, rende la gestione dei rifiuti più complicata, specialmente in contesti in cui il PVA entra in ambienti acquatici. La biodegradabilità del PVA varia a seconda del suo grado di idrolisi e della composizione, con alcuni gradi di PVA che si degradano più facilmente in condizioni ambientali specifiche. Impatto Ambientale L'impatto ambientale del Polivinil Alcol (PVA) nelle acque reflue merita un'analisi approfondita, considerando sia le proprietà chimiche del PVA sia le dinamiche degli impianti di trattamento delle acque. Il PVA, nonostante sia generalmente considerato meno dannoso rispetto ad altri polimeri sintetici, presenta difficoltà specifiche una volta che entra nel sistema idrico, principalmente a causa della sua solubilità in acqua e della sua biodegradabilità variabile. Solubilità in Acqua e Trattamento delle Acque Reflue Il PVA è altamente solubile in acqua, il che significa che può facilmente disperdersi negli ecosistemi acquatici attraverso le acque reflue. Questa caratteristica, se da un lato facilita l'uso di PVA in applicazioni come capsule di detersivo solubili, dall'altro lato rende la sua rimozione dagli scarichi di acque reflue più complessa rispetto ai polimeri insolubili, che possono essere filtrati o fatti sedimentare con processi fisici standard. Biodegradabilità del PVA La biodegradabilità del PVA varia in base al grado di polimerizzazione e all'idrolisi. Alcune forme di PVA sono più facilmente degradabili da microrganismi presenti negli impianti di trattamento delle acque o negli ambienti naturali. Tuttavia, il processo di biodegradazione può essere lento e incompleto, portando all'accumulo di residui di PVA nelle acque, con potenziali effetti negativi sugli organismi acquatici. Effetti sugli Ecosistemi Acquatici La presenza di PVA nelle acque reflue e nei corpi idrici può influenzare la qualità dell'acqua e la salute degli ecosistemi acquatici in vari modi: Riduzione dell'Ossigeno: La biodegradazione del PVA da parte dei microrganismi consuma ossigeno disciolto nell'acqua, potenzialmente portando a condizioni di ipossia (basso contenuto di ossigeno) che possono danneggiare la vita acquatica. Effetti sulla Flora e Fauna Acquatica: Il PVA e i prodotti intermedi della sua degradazione possono avere effetti tossici su alcuni organismi acquatici, influenzando la crescita, la riproduzione e la sopravvivenza di pesci, invertebrati e piante acquatiche. Interferenze con i Processi di Trattamento: Alte concentrazioni di PVA nelle acque reflue possono interferire con i processi di trattamento biologico, riducendone l'efficacia e aumentando i costi operativi. Strategie di Mitigazione Per ridurre l'impatto ambientale del PVA nelle acque reflue, è necessario adottare una combinazione di approcci: Miglioramento dei Processi di Trattamento: Sviluppare e implementare tecnologie avanzate di trattamento delle acque in grado di rimuovere efficacemente il PVA e altri contaminanti organici. Innovazione nel Design dei Prodotti: Progettare prodotti che contengono PVA con una maggiore biodegradabilità o che rilasciano meno PVA nelle acque reflue. Regolamentazione e Monitoraggio: Stabilire limiti rigorosi per la concentrazione di PVA negli scarichi industriali e monitorare regolarmente le acque reflue per garantire il rispetto delle normative. Il caso delle capsule in PVA di detersivo per le lavatrici L'impatto ambientale delle capsule di detersivo in PVA (polivinil alcol) si concentra principalmente sulla loro solubilità in acqua e sulla biodegradabilità, oltre alla produzione e allo smaltimento. Questi aspetti influenzano direttamente gli ecosistemi acquatici e terrestri, la gestione dei rifiuti, e il consumo di risorse naturali. Impatto Ambientale delle Capsule di Detersivo in PVA Biodegradabilità: Sebbene il PVA sia tecnicamente biodegradabile, la velocità e l'efficienza di questo processo possono variare notevolmente a seconda delle condizioni ambientali, come la presenza di microrganismi specifici e la temperatura. Se non gestite correttamente, le capsule possono contribuire all'inquinamento da microplastiche negli ecosistemi acquatici. Solubilità in Acqua: La caratteristica principale del PVA è la sua solubilità in acqua, che permette alle capsule di detersivo di dissolversi completamente durante il ciclo di lavaggio. Tuttavia, ciò significa anche che residui di PVA possono finire nelle acque reflue, dove la loro completa biodegradazione non è sempre garantita, potenzialmente influenzando la qualità dell'acqua e la vita acquatica. Consumo di Risorse: La produzione di capsule in PVA richiede risorse naturali, inclusi petrolio e gas per la produzione del monomero di vinil acetato, e energia per i processi di polimerizzazione e confezionamento. Questo contribuisce all'impronta di carbonio del prodotto. Gestione dei Rifiuti: Anche se le capsule stesse si dissolvono, il packaging secondario può generare rifiuti aggiuntivi, specialmente se non è riciclabile o biodegradabile. Conclusioni Il PVA gioca un ruolo cruciale in molteplici industrie grazie alle sue proprietà uniche. Tuttavia, è fondamentale affrontare i problemi associati alla sua produzione, utilizzo e smaltimento per mitigare l'impatto ambientale. La promozione del riciclo e lo sviluppo di alternative sostenibili saranno vitali per garantire che l'uso del PVA rimanga sostenibile a lungo termine.
SCOPRI DI PIU'