







Scopri come la polvere di cotone può trasformare l'industria con applicazioni sostenibili in svariati settori di Marco ArezioLa polvere di cotone è un sottoprodotto della lavorazione del cotone che si forma durante i vari processi industriali, come la cardatura, la filatura e la tessitura del cotone. Questa polvere è composta principalmente da fibre di cotone sottili e spezzate, frammenti di semi, e altre particelle organiche minori. Formazione della Polvere di Cotone La formazione della polvere di cotone durante la lavorazione industriale dello stesso è un processo complesso che si realizza in diverse fasi, principalmente a causa delle interazioni meccaniche tra le fibre di cotone, le macchine lavoratrici e l'ambiente di lavorazione. Esaminiamo più in dettaglio queste fasi e i fattori che contribuiscono alla generazione di polvere. Preparazione della materia primaApertura e Pulizia: Le balle di cotone grezzo vengono aperte per allentare le fibre compresse. Durante la pulizia, semi, detriti vegetali e altre impurità vengono rimossi. Queste operazioni meccaniche agitano le fibre, liberando frammenti di cotone e particelle fini nell'aria, dando inizio alla formazione di polvere.Miscelazione: Le fibre vengono miscelate per garantire uniformità nel prodotto finale. Questo processo, pur essendo meno intenso, contribuisce alla diffusione di particelle fini. Cardatura Separazione delle Fibre: La cardatura è forse la fase più critica per la generazione di polvere. Le macchine cardatrici separano le fibre aggrovigliate, allineandole per la successiva filatura. L'azione meccanica dei cilindri cardatori, dotati di denti fini, genera un'alta quantità di polvere a causa della rottura delle fibre più corte e deboli. Rimozione delle Impurità: Nonostante la precedente pulizia, alcune impurità rimangono intrappolate tra le fibre. La cardatura aiuta a rimuovere ulteriormente queste impurità, che vengono poi espulse sotto forma di polvere e detriti. Filatura Stiratura e Torsione: Nella filatura, le fibre cardate vengono stirate e torcite per trasformarle in filo. Il movimento rapido e la tensione applicata alle fibre possono causare ulteriori rotture, specialmente nelle fibre più deboli, contribuendo alla formazione di polvere. Generazione di Calore: L'attrito generato dalle macchine filatrici produce calore, che può asciugare le fibre e rendere più probabile la rottura e la formazione di polvere. Questo fenomeno è particolarmente evidente in ambienti con controllo dell'umidità non ottimale. Fattori Ambientali Umidità: L'umidità relativa dell'ambiente di lavorazione gioca un ruolo significativo nella formazione di polvere. Ambienti troppo secchi favoriscono la fragilità delle fibre e la generazione di polvere, mentre un'umidità eccessiva può ridurre l'efficienza della lavorazione. Ventilazione: Una ventilazione inadeguata può aumentare la concentrazione di polvere nell'aria, aggravando i problemi di qualità dell'aria e salute dei lavoratori. La gestione efficace della polvere di cotone richiede un'attenzione particolare a questi processi e fattori ambientali, implementando sistemi di controllo della qualità dell'aria e tecnologie di raccolta della polvere per minimizzare l'impatto sulla salute e sull'ambiente. Problemi di Salute per i Lavoratori Associati alla Polvere di Cotone L'esposizione alla polvere di cotone nei luoghi di lavoro, specialmente nelle industrie di lavorazione dello stesso, può portare a vari problemi di salute per i lavoratori. Questi problemi spaziano da effetti immediati e a breve termine a condizioni croniche e malattie gravi. Ecco un'analisi dettagliata: Bissinosi (Byssinosis) Definizione e Sintomi: La bissinosi, comunemente nota come "polmone del cotone", è una malattia polmonare causata dall'inalazione prolungata della polvere di cotone. I sintomi possono includere tosse, oppressione toracica, difficoltà respiratorie e diminuzione della capacità polmonare. Questi sintomi tendono a peggiorare con la continua esposizione. Meccanismo e Progressione: La malattia si sviluppa tipicamente dopo anni di esposizione. Inizialmente, i sintomi possono manifestarsi all'inizio della settimana lavorativa e migliorare durante il fine settimana o le vacanze, ma possono diventare permanenti con l'esposizione continua. Asma Occupazionale Esposizione alla Polvere di Cotone: L'asma occupazionale può essere scatenata o aggravata dalla polvere di cotone. Gli agenti irritanti presenti nella polvere possono indurre reazioni infiammatorie nelle vie aeree, causando restringimento bronchiale, tosse e difficoltà respiratorie. Prevalenza e Fattori di Rischio: I lavoratori nel settore della lavorazione del cotone hanno un rischio più elevato di sviluppare asma occupazionale, soprattutto se esistono preesistenti condizioni respiratorie o una predisposizione alle allergie. Irritazioni e Altre Condizioni Respiratorie Irritazioni: Oltre ai problemi respiratori, l'esposizione alla polvere di cotone può causare irritazioni agli occhi, alla pelle e alle vie respiratorie superiori. Queste irritazioni sono generalmente di natura meccanica, dovute alle particelle fisiche presenti nell'aria. Altre Condizioni Respiratorie: L'esposizione continua può portare allo sviluppo di altre patologie respiratorie croniche, come la bronchite cronica e diverse forme di pneumoconiosi, che differiscono dalla bissinosi per natura e meccanismo di sviluppo. Strategie di Prevenzione e Intervento Controllo dell'Esposizione: La riduzione dell'esposizione alla polvere di cotone è fondamentale. Ciò può essere ottenuto attraverso l'uso di sistemi di ventilazione e aspirazione della polvere, nonché la fornitura di dispositivi di protezione individuale (DPI), come maschere e respiratori. Sorveglianza Sanitaria: Implementare programmi di sorveglianza sanitaria per i lavoratori esposti, permettendo la diagnosi precoce delle condizioni correlate alla polvere di cotone e l'intervento tempestivo. Educazione e Formazione: Informare i lavoratori sui rischi associati all'esposizione alla polvere di cotone e fornire formazione sull'uso corretto dei DPI e sulle pratiche lavorative sicure. La gestione dei rischi legati alla polvere di cotone richiede un approccio olistico che includa la prevenzione, il monitoraggio e l'educazione, al fine di proteggere la salute dei lavoratori e garantire ambienti di lavoro sicuri e salubri. Raccolta della Polvere di Cotone La raccolta efficace della polvere di cotone negli ambienti di lavorazione è fondamentale per ridurre l'esposizione dei lavoratori e minimizzare l'impatto ambientale. Esistono vari metodi e tecniche per la raccolta della polvere, ognuno dei quali è progettato per affrontare specifiche sfide legate alla gestione della polvere nei processi di lavorazione del cotone. Sistemi di Aspirazione Aspirazione Localizzata: Questa tecnica impiega sistemi di aspirazione posizionati direttamente nelle vicinanze delle fonti di generazione della polvere, come le macchine cardatrici e filatrici. L'obiettivo è catturare la polvere al momento della sua formazione, prima che possa diffondersi nell'ambiente di lavoro. Efficienza e Design: I sistemi di aspirazione devono essere progettati per adattarsi specificamente alle macchine e ai processi che generano polvere, garantendo che la velocità e il volume dell'aria aspirata siano sufficienti per catturare efficacemente la polvere senza interferire con le operazioni di lavorazione. Filtrazione dell'Aria Filtri ad Alta Efficienza: Dopo l'aspirazione, l'aria contenente polvere viene convogliata attraverso filtri progettati per trattenere particelle fini. I filtri HEPA (High Efficiency Particulate Air) e ULPA (Ultra Low Penetration Air) sono tra i più efficaci nel catturare particelle di dimensioni estremamente ridotte. Manutenzione e Sostituzione: È cruciale mantenere i filtri puliti e in buone condizioni, sostituendoli secondo le raccomandazioni del produttore per garantire l'efficacia continua del sistema di filtrazione. Confinamento e Automazione Confinamento delle Operazioni: Limitare la diffusione della polvere confinando le operazioni che generano polvere in aree chiuse o cabine appositamente progettate. Questo approccio, combinato con l'aspirazione e la filtrazione, può ridurre significativamente la quantità di polvere nell'ambiente di lavoro. Automazione del Processo: L'automazione delle fasi di lavorazione più polverose può ridurre l'esposizione diretta dei lavoratori alla polvere. Sebbene l'automazione richieda investimenti iniziali, può offrire benefici significativi in termini di salute e sicurezza sul lavoro. Monitoraggio e Manutenzione Monitoraggio dell'Aria: L'implementazione di sistemi di monitoraggio della qualità dell'aria in tempo reale può aiutare a identificare aumenti dei livelli di polvere e adottare misure correttive tempestive. Programmi di Manutenzione Regolare: Mantenere i sistemi di raccolta della polvere e i dispositivi di protezione in condizioni ottimali attraverso programmi di manutenzione regolare è essenziale per la loro efficacia a lungo termine. La combinazione di questi metodi e tecniche consente di creare un ambiente di lavoro più sicuro e pulito, riducendo al minimo l'esposizione dei lavoratori alla polvere di cotone e contribuendo alla sostenibilità delle operazioni di lavorazione del cotone. Riciclo della Polvere di Cotone Il riciclo della polvere di cotone rappresenta un'opportunità significativa per le industrie tessili e altri settori per promuovere la sostenibilità e l'economia circolare. La polvere di cotone, un sottoprodotto della lavorazione del cotone, può essere trasformata in nuovi materiali e prodotti, riducendo così lo spreco e l'impatto ambientale. Vediamo più da vicino i processi e le applicazioni del riciclo della polvere di cotone. Processi di Riciclo Trattamento e Preparazione: Prima di poter essere riciclata, la polvere di cotone deve essere raccolta e trattata per rimuovere eventuali impurità. Questo può includere la separazione delle fibre più lunghe da quelle più corte e la rimozione di semi, detriti e altri residui. Pressatura e Compattazione: La polvere di cotone trattata può essere poi pressata e compattata in balle o pannelli, a seconda dell'uso finale previsto. Questo passaggio facilita il trasporto e la manipolazione del materiale. Impiego della Polvere di Cotone RiciclataMateriali di Riempimento La polvere di cotone può essere usata come materiale di riempimento ecologico per cuscini, giocattoli, e articoli di tappezzeria. Grazie alla sua origine naturale, offre un'alternativa sostenibile ai riempitivi sintetici. Produzione di Carta Sfruttando il contenuto di cellulosa della polvere di cotone, è possibile produrre carta o cartoncino. Anche se questa carta potrebbe non avere la stessa qualità di quella derivata direttamente dalle fibre di cotone lunghe, è adatta per applicazioni meno esigenti, come imballaggi o prodotti monouso. Compostaggio Data la sua composizione organica, la polvere di cotone può essere aggiunta al compost come fonte di carbonio. Questo aiuta a bilanciare il rapporto carbonio/azoto nel compost, favorendo il processo di decomposizione e producendo un ammendante ricco di nutrienti per l'agricoltura. Produzione di Pannelli Isolanti La polvere di cotone può essere utilizzata nella produzione di pannelli isolanti per l'edilizia. Questi pannelli, oltre a offrire un ottimo isolamento termico e acustico, sono biodegradabili e non tossici, rendendoli un'opzione sostenibile per la bioedilizia. Mangimi Animali Può essere impiegata anche come ingrediente nei mangimi, ma prima di essere utilizzata, deve essere trattata per rimuovere sostanze potenzialmente nocive, come i gossypol, un alcaloide naturale del cotone che può essere tossico per alcuni animali. Dopo il trattamento, la polvere di cotone può essere un'aggiunta preziosa ai mangimi, specialmente per il suo contenuto di proteine e fibre. È particolarmente adatta per l'alimentazione di ruminanti, i quali sono in grado di digerire le fibre efficacemente grazie al loro sistema digestivo unico. Materiali Compositi La polvere di cotone può essere utilizzata come rinforzo in materiali compositi, combinata con polimeri o resine, per migliorarne le proprietà meccaniche come la resistenza e la durabilità. Questi compositi possono essere impiegati in una vasta gamma di applicazioni, dalla produzione di componenti automobilistici a oggetti di uso quotidiano. L'uso della polvere di cotone nei materiali compositi non solo riduce la dipendenza da risorse fossili ma può anche offrire vantaggi in termini di leggerezza e isolamento termico, contribuendo a migliorare l'efficienza energetica e la sostenibilità dei prodotti finiti. Produzione di Energia La polvere di cotone può essere utilizzata come biomassa in processi di combustione o gasificazione per produrre energia. Questo approccio trasforma un rifiuto in una preziosa fonte di energia rinnovabile. L'utilizzo della polvere di cotone per la produzione di energia può contribuire a ridurre la dipendenza dai combustibili fossili e a diminuire le emissioni di gas serra, supportando gli obiettivi di sostenibilità e di transizione energetica.Materiali per l'Edilizia La polvere di cotone può trovare applicazione nella produzione di materiali da costruzione, come blocchi isolanti o pannelli acustici. Questi materiali offrono buone prestazioni in termini di isolamento termico e acustico, oltre a essere biodegradabili e non tossici. Problematiche ed Opportunità Problematiche: La principale sfida nel riciclo della polvere di cotone risiede nella raccolta e nella separazione efficace del materiale utile dalle impurità. Inoltre, il mercato per i prodotti ricavati dalla polvere di cotone deve essere sviluppato e promosso attivamente. Opportunità: Il riciclo della polvere di cotone offre l'opportunità di ridurre i rifiuti e promuovere pratiche di produzione sostenibili. Incentivare l'innovazione e lo sviluppo di nuovi prodotti può aprire nuovi mercati e stimolare l'economia circolare. In conclusione, il riciclo della polvere di cotone rappresenta un'importante leva per l'industria tessile e altre industrie connesse per avanzare verso una maggiore sostenibilità e responsabilità ambientale. La ricerca e lo sviluppo continuo in questo campo sono cruciali per superare le sfide esistenti e sfruttare appieno le potenzialità del riciclo della polvere di cotone.
SCOPRI DI PIU'
Si è costituito un gruppo di lavoro tra l'ENI e l'Università di Torino per studiare la produzione di energia dal moto ondosoCi siano già occupati, in diversi articoli, sulla grande potenzialità che il mare potrebbe regalarci sotto forma di energia prodotta dal moto ondoso. Siamo ancora nella fase di studio su come poter sfruttare in modo permanente questa risorsa, del tutto pulita ed inesauribile. Per questa ragione l'ENI, società internazionale di idrocarburi e l'Università di Tornino si sono unite per accelerare questi studi.L’energia del mare rappresenta la più grande fonte energetica rinnovabile al mondo: si stima che le onde potrebbero sviluppare una potenza lungo le coste terrestri a livello globale pari a 2 TeraWatt, circa 18 mila miliardi di chilowattora all’anno, ovvero quasi il fabbisogno annuale di energia elettrica del pianeta. Inoltre, l’energia da onde è prevedibile, più modulata delle altre fonti rinnovabili e più continua. Valorizzare questa fonte energetica dalle alte potenzialità è lo scopo del laboratorio di ricerca congiunto realizzato dal Politecnico di Torino ed Eni MORE – Marine Offshore Renewable Energy Lab - inaugurato oggi alla presenza del Ministro dell’Università e della Ricerca, Gaetano Manfredi, della Presidente di Eni, Lucia Calvosa, dell’Amministratore Delegato di Eni, Claudio Descalzi, e del Rettore del Politecnico Guido Saracco. Il Laboratorio MORE concretizza ulteriormente la collaborazione tra il Politecnico di Torino ed Eni, sancita a gennaio scorso con il rinnovo di un accordo di partnership, che prevede appunto l’istituzione e il lavoro comune di ricercatori di Eni e dell’Ateneo nel laboratorio, con l’obiettivo di contribuire a una ulteriore crescita del know-how in questa materia di grande interesse sia per Eni che per l’Ateneo e ad una rapida realizzazione industriale delle tecnologie per lo sfruttamento delle risorse energetiche marine. Il Laboratorio permetterà di ampliare il campo d’azione congiunta allo studio di tutte le fonti di energia marina, andando a investigare non solo il moto ondoso ma anche l’eolico e solare offshore, le correnti oceaniche e di marea e il gradiente salino. Il MORE Lab ha sede presso il Politecnico, con l’impiego di infrastrutture di ricerca del Dipartimento di Ingegneria Meccanica e Aerospaziale e vede anche l’integrazione con le seguenti strutture Eni: il Marine Virtual Lab, presso il centro di supercalcolo HPC5 a Ferrera Erbognone e l’area di test in mare aperto a Ravenna, dove si sta valutando la fase pre-prototipale del convertitore di moto ondoso ISWEC (Inertial Sea Wave Energy Converter), il primo impianto al mondo di generazione elettrica ibrida e distribuita da moto ondoso e fotovoltaico; una tecnologia nata dai laboratori di ricerca del Politecnico e sviluppata dalla spin-off dell’Ateneo Wave for Energy, selezionata, ottimizzata ed industrializzata da Eni e in funzione da marzo 2019 nell’offshore di Ravenna. ISWEC ha dimostrato elevata affidabilità e capacità di adattarsi alle diverse condizioni di mare, grazie al suo sistema attivo di controllo e regolazione. Infatti, nel periodo di esercizio si è arrivati a superare il valore nominale massimo di potenza installata pari a 50 kW. Inoltre, il Laboratorio farà rete anche con il sito di test del Politecnico a Pantelleria, dove altri aspetti della stessa tecnologia vengono testati in un ecosistema, quello isolano, che mira all’autonomia energetica e all’azzeramento dell’impatto paesaggistico. Saranno circa 50 i ricercatori coinvolti nella ricerca di MORE Lab, tra personale in ruolo e dottorandi/tesisti del Politecnico, con i quali Eni si interfaccerà, con proprie professionalità, per una rapida crescita del know-how specifico e per la finalizzazione industriale delle tecnologie. Il Centro avrà a disposizione una vasca di prova navale e dei laboratori all’avanguardia per lo sviluppo e dry test dei prototipi e un centro di calcolo ad alte prestazioni. Il Laboratorio, inoltre, si avvarrà di una cattedra specifica sull’ “Energia dal Mare”, che avrà l’obiettivo di formare ingegneri specializzati nella progettazione, realizzazione e utilizzo delle nuove tecnologie che saranno sviluppate proprio nel laboratorio. L’AD Eni Claudio Descalzi ha commentato: “L’impegno di Eni nello sviluppo di tecnologie che avranno un ruolo chiave nel processo di decarbonizzazione diventa sempre più concreto grazie al lavoro di ricerca condotto insieme al Politecnico di Torino nei MORE Lab che ci permetterà di ottimizzare le tecnologie per renderle sempre più efficienti, competitive ed accelerare il processo di industrializzazione delle energie marine”. “In un settore come quello dell’energia rinnovabile e della sostenibilità, lo sviluppo di soluzioni innovative e realizzate in stretta collaborazione con il mondo industriale – quindi pronte per essere impiegate sul mercato – è quanto mai centrale per il nostro Ateneo”, ha commentato il Rettore del Politecnico Guido Saracco. “I laboratori e i progetti di ricerca e innovazione sviluppati con Eni nei MORE Lab saranno cruciali nei prossimi anni per contribuire in modo significativo a trovare soluzioni per raggiungere gli obiettivi di decarbonizzazione e riduzione delle emissioni che l’Europa si è data”.da eni.com
SCOPRI DI PIU'
Come funzionano, quali sono le differenze rispetto agli impianti di vecchia generazione e perché sono così ostacolatidi Marco ArezioQuando si vuole strumentalizzare l’opinione pubblica contro il tema di un inceneritore di rifiuti da costruire in una certa località, alimentando il fenomeno NIMBY (non nel mio territorio), può essere una carta vincente raccontare pericoli che, oggi, non sono più reali. Spaventare la popolazione sui possibili inquinanti che potrebbero uscire dall’impianto, con una ricaduta negativa sulla salute pubblica, è un modo di fare politica che non sembra obbiettivo e costruttivo. I rifiuti domestici sono una risorsa incredibile che possiamo utilizzare per creare energia termica e, nello stesso tempo, non diventano a loro volta un problema se non consumati. Ricordiamo che miglia di tonnellate di rifiuti preziosi vengono imballati e spediti all’estero, pagando per di più, per lo smaltimento e il trasporto. Dire all’opinione pubblica che i nuovi termovalorizzatori sono inquinanti e pericolosi per la salute è poco corretto, in quanto non stiamo parlando di impianti di 30 anni fa o più, dove le emissioni di inquinanti erano più elevate. E’ infatti scientificamente riconosciuto che gli inceneritori di nuova generazione hanno delle capacità filtranti delle emissioni, come i metalli pesanti, le diossine e i furani non paragonabili al passato. Un termovalorizzatore ben progettato e correttamente gestito, comporta basse quantità di inquinanti, che non superano lo 0,03% di PM10, lo 0,007% di idrocarburi policiclici aromatici e lo 0,2% di diossine e furani (le combustioni commerciali e residenziali emettono per ogni voce il 53,8%, il 78,1% e il 37,5%). Vediamo qualche comparazione con altre attività di uso quotidiano. Relativamente alle Pm10 il contributo degli inceneritori è pari solo allo 0,03% (contro il 53,8% delle combustioni commerciali e residenziali), per gli Idrocarburi Policiclici Aromatici (Ipa) è pari allo 0,007% (contro il 78,1% delle combustioni residenziali e commerciali) e per le diossine ed i furani si attesta allo 0,2% (contro il 37,5% delle combustioni residenziali e commerciali). L’85% delle ceneri pesanti prodotte dalla combustione, inoltre, sono ormai interamente avviate a processi di riciclaggio, con ulteriori miglioramenti degli impatti ambientali rispetto all’utilizzo delle materie vergini in attività quali la produzione di cemento e la realizzazione di sottofondi stradali. Se consideriamo, inoltre, che la produzione di energia viene, in alternativa, prodotta con il gas o il carbone, non possiamo non considerare che queste tipologie di combustibili portano con loro il rilascio di inquinanti che contribuiscono all’effetto serra. Vediamo come funziona un impianto di termovalorizzazione I rifiuti non riciclabili vengono conferiti all’inceneritore e scaricati nella vasca di raccolta e miscelazione. Da lì vengono caricati nelle caldaie delle linee di combustione, la cui temperatura è regolata a oltre 1.000 gradi, per l’ossidazione completa dei rifiuti. Il calore prodotto dalla combustione genera vapore ad alta pressione, che viene immesso in un turbogeneratore per la produzione di energia elettrica e, successivamente, utilizzato per scaldare l’acqua che alimenta la rete del teleriscaldamento della città. Ogni linea di combustione ha un trattamento fumi dedicato e già nella camera di combustione i fumi vengono trattati con ammoniaca, per abbattere gli ossidi di azoto. Successivamente passano attraverso un sistema catalitico per l’ulteriore riduzione degli ossidi di azoto e di ammoniaca. In uscita dal circuito della caldaia, arrivano a un sistema di depurazione e filtrazione, che trattiene i microinquinanti, tra cui metalli pesanti, diossine e furani. I fumi depurati passano attraverso filtri a maniche, che trattengono tutte le polveri in sospensione, e quindi convogliati al camino.
SCOPRI DI PIU'
Non più riciclo meccanico o chimico: si apre l'era del riciclo fisico di Marco ArezioIl settore del riciclo dell'ABS proveniente dai Rifiuti di Apparecchiature Elettriche ed Elettroniche (RAEE) sta vivendo un momento di intensa innovazione grazie al lavoro congiunto tra l'ente olandese TNO e l'azienda spagnola Elix Polymers. Il loro obiettivo è sviluppare una metodologia alternativa sia al riciclo meccanico che a quello chimico, focalizzandosi su un processo di dissoluzione che permetta di separare i polimeri dai pigmenti, dagli additivi e da altri contaminanti. Questa tecnica, definita di riciclo fisico, utilizza solventi per dissolvere il materiale plastico, consentendo il recupero di polimeri di qualità superiore rispetto a quanto ottenibile con il riciclo meccanico, e si caratterizza per un minore consumo energetico e maggiori rendimenti rispetto al riciclo chimico. Durante questo processo, il polimero non viene scomposto in monomeri, evitando l'uso di alte temperature. Mark Roelands, un ricercatore di spicco presso TNO, ha indicato che l'obiettivo per il 2024 è avanzare nella decontaminazione dell'ABS, puntando non solo a rimuovere pigmenti e ritardanti di fiamma ma anche a separare le particelle di gomma. Ciò permetterebbe di sostituirle con altre nuove, contribuendo a "ringiovanire" l'ABS. Questo approccio si prevede di implementare ulteriormente con la creazione di un impianto pilota a Rijswijk, nei Paesi Bassi, durante l'estate. Dal lato di Elix Polymers, Toni Prunera Casellas, responsabile R&D, ha sottolineato come la collaborazione con TNO abbia permesso il recupero di ABS da RAEE di alta qualità, tanto che Electrolux ha già utilizzato questa resina, mescolata con polimero vergine, per la produzione di componenti di lavatrici. La ricerca e lo sviluppo in questo campo stanno andando avanti con l'intento di espandere le applicazioni del riciclo oltre i rifiuti elettronici, includendo anche le automobili a fine vita, per una rimozione ancora più efficace di pigmenti e additivi. Nonostante la ricerca specifica sul riciclo dell'ABS nei RAEE non abbia trovato aggiornamenti recenti nel contesto delle fiere e conferenze di settore, eventi come Waste Management Europe 2024 a Bergamo e Ecomondo 2024 a Rimini rappresentano piattaforme cruciali dove condividere best practice, innovazioni e sviluppi in ambito di economia circolare, riciclo e gestione dei rifiuti. Questi incontri internazionali offrono un'occasione unica per professionisti del settore di incontrarsi, scambiare idee e collaborare per affrontare le sfide legate alla sostenibilità ambientale. Fonte Polimerica
SCOPRI DI PIU'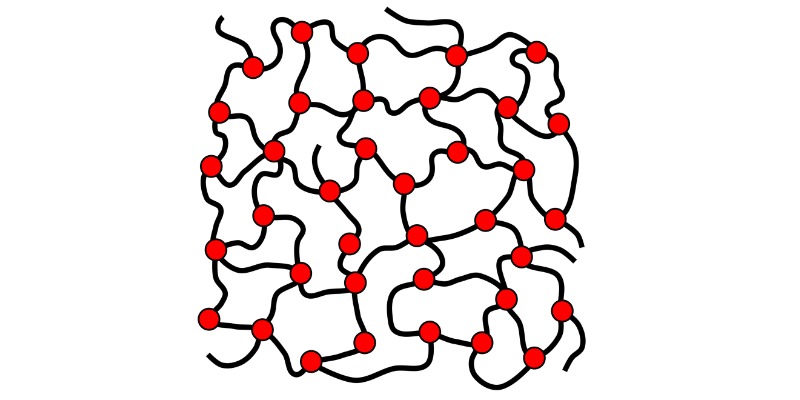
Come l’impatto delle temperature può influire sui valori prestazionali dei polimeri altamente reticolati di Marco ArezioNel campo dei polimeri plastici esistono quelli classificabili come reticolati e quelli definiti lineari o ramificati, i quali esprimono differenze sostanziali nella distribuzione e nel collegamento tra i punti delle molecole. Si può quindi definire un polimero “reticolato” se esistono due o più linee che collegano due punti qualsiasi della sua molecola, mentre si può definire un polimero “lineare” o “ramificato” se non esistono catene laterali intestate in due o più punti. La caratteristica delle catene reticolate è che sono unite tra loro da legami covalenti, aventi un'energia di legame pari a quella degli atomi sulle catene e non sono perciò indipendenti le une dalle altre. Per questo motivo un polimero reticolato è generalmente una plastica rigida, che a seguito di un’azione di riscaldamento, si decompone o brucia, anziché rammollirsi e fondere come un polimero lineare o ramificato. Infatti, mentre un elastomero, soggetto ad una normale temperatura ambiente esprime il punto di rammollimento, i polimeri reticolati rimangono rigidi in condizioni termiche ambientali, ma anche a temperature superiori, fino a giungere un livello termico che causa la sua degradazione. Di conseguenza, se si sottopone un polimero reticolato a temperature superiori ai 200 °C, è facile che si crei il fenomeno di degradazione che rende il polimero difficilmente utilizzabile, nello stesso tempo, si è notato che l’aggiunta di cariche migliora la resistenza termica del compound. L’influenza della temperatura agisce facilmente sui polimeri lineari, ma non trova grande riscontro su quelli reticolati, questo a causa della fitta reticolazione che caratterizza la struttura polimerica che impedisce qualunque movimento molecolare che possa coinvolgere grandi deformazioni. A temperatura elevata, i polimeri densamente reticolati possono accennare a mostrare fenomeni viscoelastici ma, allo stesso tempo si manifestano reazioni chimiche, che alterano la struttura del materiale. Il motivo per cui spesso si creano legami reticolati è che i polimeri lineari non sono abbastanza resistenti per alcune applicazioni che richiedono una speciale robustezza, o una grande elasticità. In questi casi vengono creati dei legami incrociati tra le catene per ottenere polimeri reticolati più forti, ma che non sono più rimodellabili per fusione. Per quanto riguarda i comportamenti meccanici di un polimero densamente reticolato, come può essere le resine fenoliche, questi avranno delle reazioni differenti ed opposte, per esempio, rispetto agli elastomeri. Il diagramma sforzo-deformazione a trazione dei polimeri densamente reticolati indica, quindi, sempre un comportamento fragile, con piccoli allungamenti a rottura e alti carichi a rottura. In realtà bisogna anche considerare che i polimeri densamente reticolati che sono in commercio, possono contenere anche quantità di cariche di varia tipologia, come la cellulosa, i cascami di cotone, la farina di legno, la fibra di vetro e molte altre, per cui lo studio del comportamento meccanico non è sempre di facile intuizione.
SCOPRI DI PIU'